
Nutrient Supplementation
Each element has its role in microbial metabolism during anaerobic digestion and limitation of even a single element can cause process imbalances and decreases in process efficiency. Trace elements limitations can be mostly seen by VFAs accumulation and reduced biogas production.
Bioavailability is a key parameter to consider while designing the mix of trace elements. They should be soluble and should not form precipitates such as sulphides and carbonates. Also, the amount of chlorides and sulphates added to the digester in the form of trace element salts should be controlled carefully.
Excessive use of trace elements leads to inhibition. Hence, the feedstock should be analysed for trace elements and only the required elements at the required concentrations should be supplemented.
For elements considered to be of major importance to reactor performance, in cases where the concentrations are below the recommended minimum values we would advise supplementation of these elements.
This allows us to formulate a bespoke cocktail of additives, designed according to the specific requirements of the digester.
Such custom cocktails are more likely to address digester peformance issues than off-the-shelf nutrient mixes.
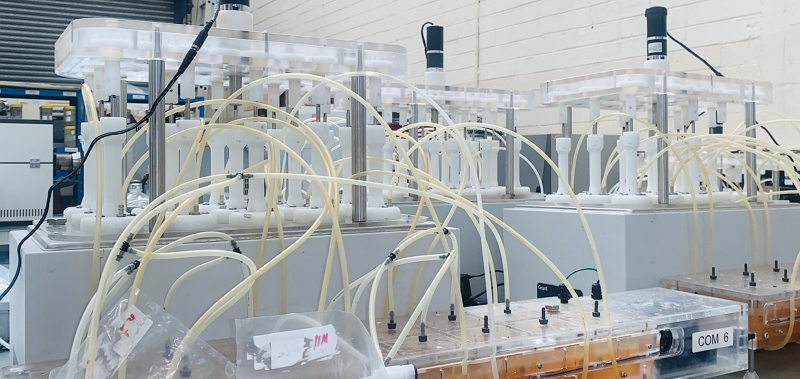
We can also test the effects of nutrient supplementation in lab-scale experiments whereby the strategy is compared against the control in our biomethane potential tests. Additionally, nutrient supplementation approaches can be tested in continous digestions, lasting three months or longer, undertaken in our laboratories using reactors up to 12 litres in volume.
This detailed analysis of the plant process data allowed us to provide operational limits and indicators in the plant beyond common indicators such as VFA and alkalinity and acetic acid to propionic acid ratios (isoforms of volatile fatty acids, presence of traces of hydrogen in the biogas, Hydrogen sulphide and ammonia) and provided green, yellow and red zones for each of the indicators.
Click here for more information on our Biological Consultation services for the anaerobic digestion/RNG sector, here for information on our Process Optimisation services, and here for information on our analyses of Process Parameters.

Lalitha Gottumukkala
Founder and Lead of Celignis AD, CIO of Celignis
PhD
<p style="text-align: left;">Has a deep understanding of all biological and chemical aspects of anaerobic digestion. Has developed Celignis into a renowned provider of AD services to a global network of clients.</p>

Sajna KV
Bioanalysis Head
PhD
<p style="text-align: left;">Our Biomass Detective! Designs, tests, optimizes and validates robust analytical methods for properties of relevance to the anaerobic digestion sector.</p>
Global Recognition as AD/RNG Experts

Biomethane Potential
Continuous Digestions
Toxicity Assays
Process Optimisations

Feedstock Analysis
Biological Consultations

Specific Microbial Activity
Technoeconomic Analyses
Digestate Analysis
Project Development

Process Parameters
Fruit juice processing generates large volumes of organic waste, including pomace, retentate, and waste apples, that are a challenge to manage. Anaerobic digestion (AD) allows for conversion of these wastes into biogas; however, their high acidity and low buffering capacity limits AD process stability, leading to reduced methane yield. In this study, co-digestion with manure and lignocellulosic biomass (LCB) was assessed. A five-factor mixture design was used to test different combinations on a bench scale, selected based-on seasonal fruit waste availability. Process performance was assessed based-on methane yield and volatile fatty acids before and after AD. Feedstock mixture representing an off-season blend of 20% pomace, 30% retentate and 50% manure, as well as an in-season blends of 20% waste apples, 30% pomace, 30% retentate, and 20% manure, were found to maximise the biomethane yield. Supplementation with at least 20% manure was essential for fruit waste digestion. Replacing a portion of the fruit waste with lignocellulose in the anaerobic digestion significantly improved the methane yield and prevented an “acid crash”. It was found that 30% LCB and 20% manure supplementation were the minimum required for anaerobic digestion process stability and yield for both in- and off-season fruit harvesting and processing. | ||
This investigation explores the enhancement of CH4 generation in anaerobic digesters (AD) via in-situ renewable hydrogen injection utilising four exotic crop wastes and a crop (five feedstocks). The substrates are yam, cassava, and cocoyam peel (YP, CP and CYP), rice husk (RH) and finger millet seeds (FMS). Biomethane Potential (BMP) Tests, followed by AD experiments with food waste inoculum (FWI), were conducted in triplicate under mesophilic conditions (37 C), utilising an anaerobic model (ANM) test rig. The last phase of the experimental campaign is bio-methanation to upgrade CH4 purity. CYP and YP showed 233% and 81.5% higher gas yields, respectively, with CH4 content improvements up to 38.5%. However, CP emerged as the optimal feedstock, hence the primary substrate utilised in the AD, supporting hydrogenotrophic methanogenesis (HM) and CO2 to CH4 conversion. Consequently, MATLAB-based kinetic modelling confirmed the Richard equation as the best fit predictor. The novelty of this study lies in the innovative incorporation of in-situ H2 injection (0.67 ml/min), bubble mixing and mass transfer to enhance CH4 from tropical crop waste (cassava peel), a widely available yet underutilised feedstock specific to Plateau State, Nigeria. Additionally, integrating computational fluid dynamics (CFD) and bioprocess kinetic modelling provides a comprehensive framework for understanding the parameterisation and optimising system dynamics. This consolidates the research contribution to the experimental optimisation of decentralised biogas systems, facilitating sustainable energy solutions for pipeline quality in tropical regions. | |
As the global population rises, agriculture and industry are under increasing pressure to become more sustainable in meeting this growing demand, while minimizing impacts on global emissions, land use change, and biodiversity. The development of efficient and symbiotic local bioeconomies can help to respond to this challenge by using land, resources, and side streams in efficient ways tailored to the needs of different regions. Green biorefineries offer a unique opportunity for regions with abundant grasslands to use this primary resource more sustainably, providing feed for cows, while also generating feed for monogastric animals, along with the co-production of biomaterials and energy. The current study investigates the impact of a green biorefinery co-product, leaf protein concentrate (LPC), for input to a pig farm, assessing its impact on pig diets, and the extended impact on the bioenergy performance of the pig farm. The study found that LPC replaced soya bean meal at a 50% displacement rate, with pigs showing positive performance in intake and weight gain. Based on laboratory analysis, the resulting pig slurry demonstrated a higher biogas content and 26% higher biomethane potential compared with the control slurry. The findings demonstrate some of the local synergies between agricultural sectors that can be achieved through extended green biorefinery development, and the benefits for local bioeconomy actors. | ||
Anaerobic digestion (AD) is a bioprocess technology that integrates into circular economy systems, which produce renewable energy and biofertilizer whilst reducing greenhouse gas emissions. However, improvements in biogas production efficiency are needed in dealing with lignocellulosic biomass. The state-of-the-art of AD technology is discussed, with emphasis on feedstock digestibility and operational difficulty. Solutions to these challenges including for pre-treatment and bioaugmentation are reviewed. This article proposes an innovative integrated system combining alkali pre-treatment, temperature-phased AD and bioaugmentation techniques. The integrated system as modelled has a targeted potential to achieve a biodegradability index of 90% while increasing methane production by 47% compared to conventional AD. The methane productivity may also be improved by a target reduction in retention time from 30 to 20 days. This, if realized has the potential to lower energy production cost and the levelized cost of abatement to facilitate an increased resource of sustainable commercially viable biomethane. | ||
Global warming and climate change are imminent threats to the future of humankind. A shift from the current reliance on fossil fuels to renewable energy is key to mitigating the impacts of climate change. Biological raw materials and residues can play a key role in this transition through technologies such as anaerobic digestion. However, biological raw materials must also meet other existing food, feed and material needs. Green biorefinery is an innovative concept in which green biomass, such as grass, is processed to obtain a variety of protein products, value-added co-products and renewable energy, helping to meet many needs from a single source. In this study, an analysis has been conducted to understand the renewable energy potential of green biorefinery by-products and residues, including grass whey, de-FOS whey and press cake. Using anaerobic digestion, the biogas and biomethane potential of these samples have been analyzed. An analysis of the fertiliser potential of the resulting digestate by-products has also been undertaken. All the feedstocks tested were found to be suitable for biogas production with grass whey, the most suitable candidate with a biogas and biomethane production yield of 895.8 and 544.6 L/kg VS, respectively, followed by de-FOS whey and press cake (597.4/520.3 L/kg VS and 510.7/300.3 L/kg VS, respectively). The results show considerable potential for utilizing biorefinery by-products as a source for renewable energy production, even after several value-added products have been co-produced. | ||
This study considered the possibility of reducing the environmental footprint of paper and pulp industry by producing bioenergy from paper sludge by using process wastewater instead of fresh water, and reclaiming water trapped in paper sludge. Experimental studies are conducted with streams from three different pulp and paper mills (virgin pulp mill (VP), corrugated recycling mill (CR), tissue printed recycling mill (TPR)) for sequential bioethanol and biogas production with simultaneous reclamation of water from paper sludge (PS). Total energy yields of 9215, 6387, 5278 MJ/tonne dry PS for VP, CR and TPR, respectively, were obtained for ethanol-biogas production. Virgin pulp paper sludge gave the highest yield for ethanol and biogas in stand-alone processes (275.4 kg and 67.7 kg per ton dry PS respectively) and also highest energy conversion efficiency (55%) in sequential process compared with CR and TPR. Energy and environmental case study conducted on virgin pulp mill has proven the possibility of using paper sludge bioenergy to reduce energy demand by 10%, while reclaiming 82% of the water from the PS, reducing greenhouse gas emissions (GHG) by 3 times and producing solids suitable for land spreading. | |
Miscanthus giganteous is probably the most fast growing and low nutrient bioenergy crop among lignocellulosic feedstocks. Despite its significant content in fermentable sugars, currently Miscanthus biomass is not used for biogas/methane production due to the high-lignin and low moisture content in the winter/spring harvest as well as cellulose crystallinity, which limit access to enzymatic action for all lignocellulosic feedstock. This study identified that a photocatalytic pretreatment prior to anaerobic digestion helps increase the substrate's biodegradability by oxidising the lignin fraction, leading to increased methane yield up to 46% compared to the untreated. A novel photocatalyst was manufactured by reactive magnetron-sputtering deposition of TiO2 particles onto natural zeolite supports, which provided important trace elements for the anaerobic digestion process and retained a large surface area that acted as biofilm to boost growth of the microbial community. A load of 2% w/w catalyst in the bioreactor after 3 h of photocatalytic treatment led to 220 mLN gVS-1, with a net energy balance that is achieved for the whole process when treating the dispersed phase suspension at concentrations above 10 g m-3. | |
Laminaria. sp. seaweeds have been recognised the potential to greatly contribute to the generation of renewable gaseous fuel via anaerobic digestion. Seaweed feedstock has been documented to consistently vary its biochemical composition with seasons, which affects stability of biomethane production. As currently seaweeds are too costly for use as third generation feedstock for biofuels, this paper investigates the biogas potential of the algal waste streams from the existing bio-industry. Analytical tests identified an improved digestibility of extracted residues (C:N>20). Fermentation with and without inoculum acclimatation revealed the interaction between compositional seasonality and inoculum type to significantly affect methane production from the extracted samples. Summer's composition has the most significant impact on methane production, with best results achieved with acclimatised inoculum (433ml CH4 gVS-1 and final biodegradation of about 90%). Organics concentration (tCOD) and ash:volatile (A:V) ratio also play a major role in the bioconversion process. In particular, digestion with acclimatised inoculum better responds to A:V fluctuations across seasons, which produced the highest average methane yield of 334ml gVS-1. Pretreatments are required to increase the biodegradation index in spring and summer when not using acclimatation. | |
Very recently, integrated biorefinery approaches are being developed with the aim to produce high-value products for a variety of industries in conjunction with green energy from sustainable biomass. Macroalgae (seaweed) have been regarded as more sustainable compared to terrestrial crops, since they do not occupy land for growth. Macroalgal biomass changes greatly according to species and harvest season, which affects its chemical energy potential. This study was conducted seasonally on five species of brown seaweed over a yearlong period to investigate the effects of chemical composition variations, bioproducts extraction processes and inoculum acclimatation on methane production. As a result of the bioproducts extraction, it was found the seaweed residues exhibit a great potential to produce methane. Stoichiometric methane yield and C:N ratio changed in favour of an improved digestibility with bioconversion rates greater than 70% in some instances, i.e. achieved by Laminaria species and on the West coast Fucus serratus. The two Laminaria species investigated also presented the highest CH4 production rate, with Laminaria digitata reaching 523?mL CH4 gVS-1 and L. saccharina peaking at 535?mL CH4 gVS-1 with acclimatised and non-acclimatised sludge respectively. | |
The paper and pulp industry is one of the major industries that generate large amount of solid waste with high moisture content. Numerous opportunities exist for valorisation of waste paper sludge, although this review focuses on primary sludge with high cellulose content. The most mature options for paper sludge valorisation are fermentation, anaerobic digestion and pyrolysis. In this review, biochemical and thermal processes are considered individually and also as integrated biorefinery. The objective of integrated biorefinery is to reduce or avoid paper sludge disposal by landfilling, water reclamation and value addition. Assessment of selected processes for biorefinery varies from a detailed analysis of a single process to high level optimisation and integration of the processes, which allow the initial assessment and comparison of technologies. This data can be used to provide key stakeholders with a roadmap of technologies that can generate economic benefits, and reduce carbon wastage and pollution load. | ||
Growth inhibition kinetics of a novel non-acetone forming butanol producer, Clostridium sporogenes BE01, was studied under varying concentrations of acetic and formic acids in rice straw hydrolysate medium. Both the organic acids were considered as inhibitors as they could inhibit the growth of the bacterium, and the inhibition constants were determined to be 1.6 and 0.76 g/L, respectively, for acetic acid and formic acid. Amberlite resins�XAD 4, XAD 7, XAD 16, and an anion exchange resin�Seralite 400 were tested for the efficient removal of these acidic inhibitors along with minimal adsorption of sugars and essential minerals present in the hydrolysate. Seralite 400 was an efficient adsorbent of acids, with minimal affinity towards minerals and sugars. Butanol production was evaluated to emphasize the effect of minerals loss and acids removal by the resins during detoxification. | |
Lignin (Klason), Lignin (Acid Soluble), Acid Insoluble Residue, Ash (Acid Insoluble),
As P10 plus protein-corrected lignin, water-soluble sugars, uronic acids, acetyl content and starch.
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Xylose in Enzyme Hydrolysate, Arabinose in Enzyme Hydrolysate, Mannose in Enzyme Hydrolysate, Galactose in Enzyme Hydrolysate, Rhamnose in Enzyme Hydrolysate, Cellobiose in Enzyme Hydrolysate, Enzymatic Hydrolysis Kinetics, Cellulose Conversion Yield, Xylan Conversion Yield, Combined Sugar Yield, Cellulose Conversion Rate, Xylan Conversion Rate,
As P121 plus comparisons with data from the non-pretreated original sample, including: Increase in Cellulose Accessibility after Pre-Treatment, Percent Increase in Cellulose Conversion Efficiency, Percent Increase in Cellulose Conversion Rate.
As P9 but on the solid residue after enzymatic hydrolysis.
Formic Acid, Acetic Acid, Levulinic Acid, Furfural, Hydroxymethylfurfural,
Includes all hydrolysate sugars and kinetics in P121 and: Cellulose Conversion Yield, Cellulose Conversion Rate
Includes all hydrolysate sugars and kinetics in P121 and: Xylan Conversion Yield, Xylan Conversion Rate
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Maltose in Enzyme Hydrolysate, a-Amylase Hydrolysis Kinetics, Glucoamylase Hydrolysis Kinetics,
Glucose, Xylose, Fructose, Sucrose, Mannose, Arabinose, Galactose, Rhamnose, Xylitol, Sorbitol, Trehalose, Mannitol, Arabinitol, Glycerol, Raffinose,
Levulinic Acid, Formic Acid, Hydroxymethylfurfural, Furfural, Acetic Acid, gamma-Valerolactone,
Xylobiose, Xylotriose, Arabinobiose, Arabinotriose,
Maltose, Maltotriose, Maltotetraose, Maltopentaose, Maltohexaose, Maltoheptaose, Maltooctaose,
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Fucose, Mannitol, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Total Sugars, Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, Iduronic Acid,
Alanine, Arginine, Aspartic Acid, Asparagine, Cystine, Glutamic Acid, Glutamine, Glycine, Histidine, Isoleucine, Leucine, Lysine, Methionine, Phenylalanine, Proline, Serine, Threonine, Tryptophan, Tyrosine, Valine,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Arachidic Acid, Behenic Acid, Decanoic Acid, Erucic Acid, Lauric Acid, Linoleic Acid, Linolenic Acid, Myristic Acid, Caprylic Acid, Oleic Acid, Palmitic Acid, Palmitoleic Acid, Stearic Acid, Lignoceric Acid,
Fucoxanthin, Astaxanthin, Chlorophyll-c, Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Antheraxanthin, Violaxanthin,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Astaxanthin, Zeaxanthin, Antheraxanthin, Violaxanthin,
Biomethane Potential (BMP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Total Solids, Volatile Solids, pH, Chemical Oxygen Demand (COD), Phosphorus, Potassium, Ammonia, Carbon, Hydrogen, Nitrogen, Sulphur,
Total Solids, Volatile Solids, pH, Chemical Oxygen Demand (COD), Phosphorus, Potassium, Ammonia, Carbon, Hydrogen, Nitrogen, Sulphur,
Residual Biogas Potential (RBP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Acetic Acid, Lactic Acid, Propionic Acid, Butyric Acid, Isobutyric Acid, Valeric Acid, Isovaleric Acid,
Levoglucosan, Cellobiosan, Mannosan, Galactosan, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Fucose, Sucrose, Cellobiose, Total Sugars,
31 constituents including Phenol, Furfural, Syringol, and Vanillin
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (5 Point Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (20 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (40 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
Moisture, Ash Content (815C), Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Chlorine, Volatile Matter, Fixed Carbon, Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium, Gross Calorific Value, Net Calorific Value, Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
As P393 plus inorganic carbon, organic carbon, TGA (under nitrogen and air), and inherent moisture
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Acenaphthene, Acenaphthylene, Anthracene, Benz[a]anthracene, Benzo[b]fluoranthene, Benzo[k]fluoranthene, Benzo[ghi]perylene, Benzo[a]pyrene, Chrysene, Dibenz[a,h]anthracene, Fluoranthene, Fluorene, Indeno[1,2,3-cd]pyrene, 1-Methylnaphthalene, 2-Methylnaphthalene, Naphthalene, Phenanthrene, Pyrene,
Time to Germination, Mean Shoot Length (Week 1), Mean Shoot Length (Week 2), Mean Shoot Length (Week 3), Mean Shoot Length (Week 4), Shoot Weight (Week 4), Mean Root Length (Week 4), Root Weight (Week 4),
As Deluxe package plus P383, SEM Imaging (P387) and Plant Growth Trials (P388)
Includes everything from P391 (Physical Properties Ultimate), P394 (Thermal Properties Ultimate), and P397 (Soil Amendment Ultimate)
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Volatile Matter, Fixed Carbon, Moisture, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Gross Calorific Value, Net Calorific Value, Chlorine,
Ash Shrinkage Starting Temperature (Oxidising), Ash Deformation Temperature (Oxidising), Ash Hemisphere Temperature (Oxidising), Ash Flow Temperature (Oxidising),
Iowa-based Facility will Offer Our Services to US-Based Clients
We're delighted to announce that today marks the official launch date of Celignis USA. This latest development in the extension of the Celignis family will offer all of Celignis's services to US-based clients. The 10,000 sq. ft facility is located in Waterloo, Iowa and leverages Celignis's 11 years of expertise in the bioeconomy.

Click here to read more about Celignis USA and our history leading to this point.

Read...
Articles cover bioprocess development as well as analytical services across many different sectors
We currently offer over 150 analysis packages, covering close to 400 different analytes. We have been proud to provide data to a diverse array of clients over the years, including many from research institutions. A recent literature search found a large number of peer-reviewed articles citing data provided by Celignis. These papers cover our
Read...