
Anaerobic Toxicity Assay
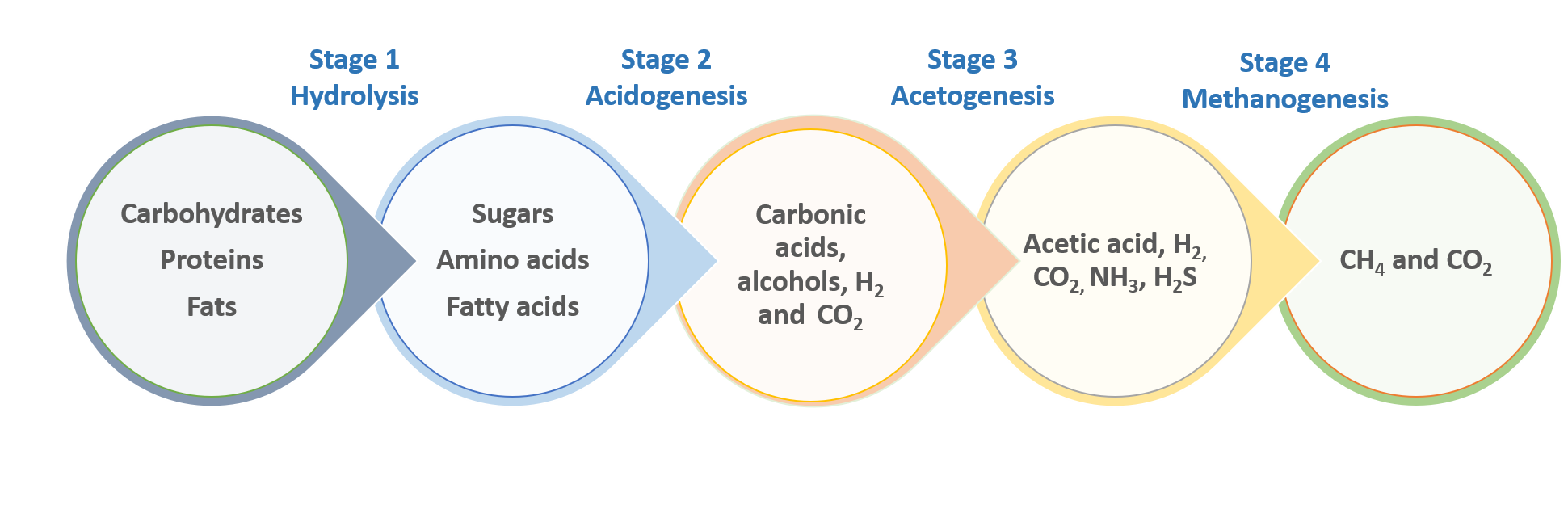
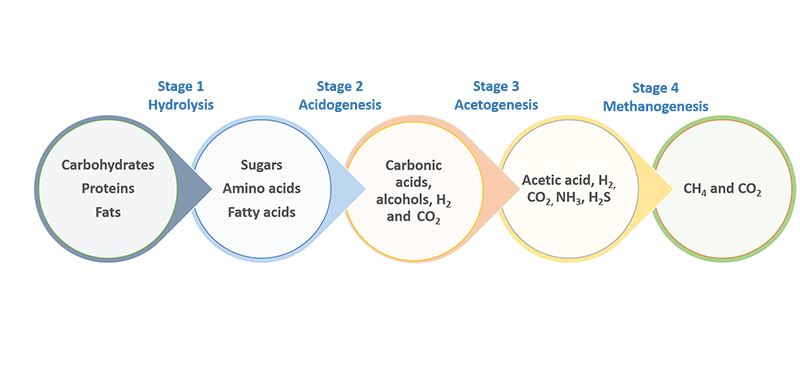
This is because the microbiome in the digester is complex and consists of a variety of bacteria and archaea systems. Any alteration in this microbiome can lead to inefficient progress through the stages of hydrolysis, acidogenesis, acetogenesis, and methanogenisis. This will lead to accumulation of inhibitory metabolites in the digester.

Cattle slurry from some sources can have high contents of antibiotics and their presence in the digester can lead to its underperformance or even to complete failure is such slurry is added beyond a certain threshold proportion of the feedstock mix.
DAF (Dissolved Air Flotation) sludge, arising from aerobic treatment systems, can be used a feedstock for AD. However, the polyelectrolytes that are used in the DAF process can contain high contents of aluminium that can lead to aluminium toxicity issues within the digester.
Industry wash streams, used to clean process reactors, can contain detergents and chlorine-containing agents. These wash streams form a certain percentage of the industry stream sent for AD. When such a stream is to be treated by anaerobic digestion the residual chlorine and detergents cause toxicity to the microbes in the reactor which can lead to digester failure.
The assay involves the use of standard media containing glucose as the primary media to which the test stream is added in different concentrations. The negative or positive effect assaciated with the addition of the test stream is calculated based on the amount of biogas produced per gram glucose in the presence or absence of the test stream.
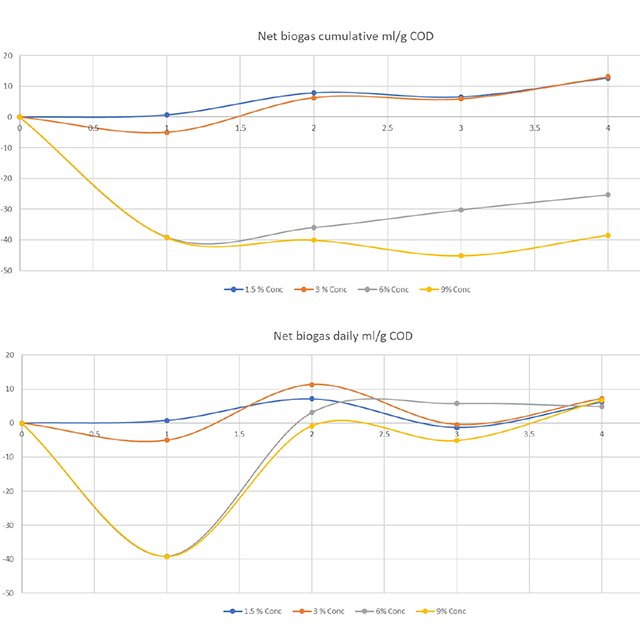
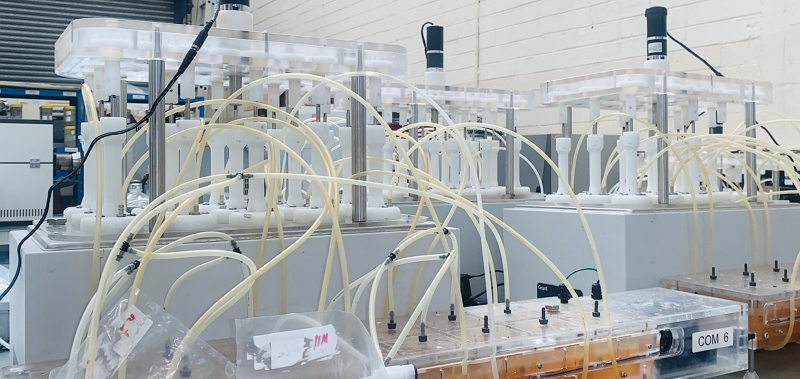
The ATA runs for 5 days, using the same equipment we use to undertake our biomethane potential analysis of biogas feedstocks. Our reports summarise the differences seen between the different feedstock loadings and also include graphs compariong the daily and cumulative biogas production, as illustrated here.
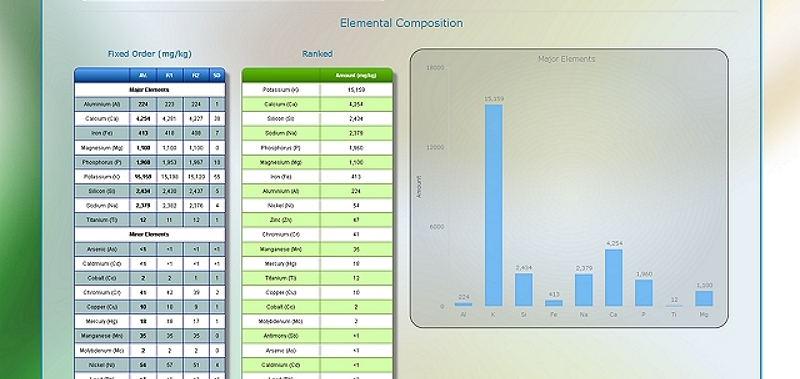
Additionally, if inhibition is detected then we can, if requested, work further on looking to identify the source of this inhibition. Such analysis may include undertaking a minerals analysis or looking at the anions and metals present. Also, in the case of streams where antibiotics may be present, we can perform microbial-disc assays to identify the zone of inhibition, allowing us understand the extent of inhibition in the system.
Celignis undertook chemical analyses on the feedstock and then custom-designed and performed Anaerobic Toxicity Assays for the waste stream based on the analytical data. These experiments allowed for the determination of threshold feedstock-loadings, as co-feed, in order to avoid the toxic/inhibitory effects of the feedstocks.
The biogas plant is now benefiting from Celignis's support since they can make informed decisions on using feedstocks coming various process industries and so can maintain healthy digestion while incorporating new waste streams into the feed-mix of the RNG plant.
Click here for information on our Process Optimisation services.



Lalitha Gottumukkala
Founder and Lead of Celignis AD, CIO of Celignis
PhD
Has a deep understanding of all biological and chemical aspects of anaerobic digestion. Has developed Celignis into a renowned provider of AD services to a global network of clients.

Piotr Dobkowski
Orders and Data Manager
MAc
Feeds on quality data! Piotr plays a major role in data processing and Orders management at Celignis and is responsible for ensuring AD data are rapidly uploaded to the Celignis Database.
Global Recognition as AD/RNG Experts

Biomethane Potential
Continuous Digestions
Process Optimisations
Feedstock Analysis
Biological Consultations

Specific Microbial Activity
Technoeconomic Analyses
Digestate Analysis
Project Development

Process Parameters
Nutrient Supplementations
Anaerobic digestion (AD) is a bioprocess technology that integrates into circular economy systems, which produce renewable energy and biofertilizer whilst reducing greenhouse gas emissions. However, improvements in biogas production efficiency are needed in dealing with lignocellulosic biomass. The state-of-the-art of AD technology is discussed, with emphasis on feedstock digestibility and operational difficulty. Solutions to these challenges including for pre-treatment and bioaugmentation are reviewed. This article proposes an innovative integrated system combining alkali pre-treatment, temperature-phased AD and bioaugmentation techniques. The integrated system as modelled has a targeted potential to achieve a biodegradability index of 90% while increasing methane production by 47% compared to conventional AD. The methane productivity may also be improved by a target reduction in retention time from 30 to 20 days. This, if realized has the potential to lower energy production cost and the levelized cost of abatement to facilitate an increased resource of sustainable commercially viable biomethane. | ||
Global warming and climate change are imminent threats to the future of humankind. A shift from the current reliance on fossil fuels to renewable energy is key to mitigating the impacts of climate change. Biological raw materials and residues can play a key role in this transition through technologies such as anaerobic digestion. However, biological raw materials must also meet other existing food, feed and material needs. Green biorefinery is an innovative concept in which green biomass, such as grass, is processed to obtain a variety of protein products, value-added co-products and renewable energy, helping to meet many needs from a single source. In this study, an analysis has been conducted to understand the renewable energy potential of green biorefinery by-products and residues, including grass whey, de-FOS whey and press cake. Using anaerobic digestion, the biogas and biomethane potential of these samples have been analyzed. An analysis of the fertiliser potential of the resulting digestate by-products has also been undertaken. All the feedstocks tested were found to be suitable for biogas production with grass whey, the most suitable candidate with a biogas and biomethane production yield of 895.8 and 544.6 L/kg VS, respectively, followed by de-FOS whey and press cake (597.4/520.3 L/kg VS and 510.7/300.3 L/kg VS, respectively). The results show considerable potential for utilizing biorefinery by-products as a source for renewable energy production, even after several value-added products have been co-produced. | ||
This study considered the possibility of reducing the environmental footprint of paper and pulp industry by producing bioenergy from paper sludge by using process wastewater instead of fresh water, and reclaiming water trapped in paper sludge. Experimental studies are conducted with streams from three different pulp and paper mills (virgin pulp mill (VP), corrugated recycling mill (CR), tissue printed recycling mill (TPR)) for sequential bioethanol and biogas production with simultaneous reclamation of water from paper sludge (PS). Total energy yields of 9215, 6387, 5278 MJ/tonne dry PS for VP, CR and TPR, respectively, were obtained for ethanol-biogas production. Virgin pulp paper sludge gave the highest yield for ethanol and biogas in stand-alone processes (275.4 kg and 67.7 kg per ton dry PS respectively) and also highest energy conversion efficiency (55%) in sequential process compared with CR and TPR. Energy and environmental case study conducted on virgin pulp mill has proven the possibility of using paper sludge bioenergy to reduce energy demand by 10%, while reclaiming 82% of the water from the PS, reducing greenhouse gas emissions (GHG) by 3 times and producing solids suitable for land spreading. | |
The paper and pulp industry is one of the major industries that generate large amount of solid waste with high moisture content. Numerous opportunities exist for valorisation of waste paper sludge, although this review focuses on primary sludge with high cellulose content. The most mature options for paper sludge valorisation are fermentation, anaerobic digestion and pyrolysis. In this review, biochemical and thermal processes are considered individually and also as integrated biorefinery. The objective of integrated biorefinery is to reduce or avoid paper sludge disposal by landfilling, water reclamation and value addition. Assessment of selected processes for biorefinery varies from a detailed analysis of a single process to high level optimisation and integration of the processes, which allow the initial assessment and comparison of technologies. This data can be used to provide key stakeholders with a roadmap of technologies that can generate economic benefits, and reduce carbon wastage and pollution load. | ||
Growth inhibition kinetics of a novel non-acetone forming butanol producer, Clostridium sporogenes BE01, was studied under varying concentrations of acetic and formic acids in rice straw hydrolysate medium. Both the organic acids were considered as inhibitors as they could inhibit the growth of the bacterium, and the inhibition constants were determined to be 1.6 and 0.76 g/L, respectively, for acetic acid and formic acid. Amberlite resins�XAD 4, XAD 7, XAD 16, and an anion exchange resin�Seralite 400 were tested for the efficient removal of these acidic inhibitors along with minimal adsorption of sugars and essential minerals present in the hydrolysate. Seralite 400 was an efficient adsorbent of acids, with minimal affinity towards minerals and sugars. Butanol production was evaluated to emphasize the effect of minerals loss and acids removal by the resins during detoxification. | |
See our pitches for the 2024 topics.
Lignin (Klason), Lignin (Acid Soluble), Acid Insoluble Residue, Ash (Acid Insoluble),
As P10 plus protein-corrected lignin, water-soluble sugars, uronic acids, acetyl content and starch.
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Xylose in Enzyme Hydrolysate, Arabinose in Enzyme Hydrolysate, Mannose in Enzyme Hydrolysate, Galactose in Enzyme Hydrolysate, Rhamnose in Enzyme Hydrolysate, Cellobiose in Enzyme Hydrolysate, Enzymatic Hydrolysis Kinetics, Cellulose Conversion Yield, Xylan Conversion Yield, Combined Sugar Yield, Cellulose Conversion Rate, Xylan Conversion Rate,
As P121 plus comparisons with data from the non-pretreated original sample, including: Increase in Cellulose Accessibility after Pre-Treatment, Percent Increase in Cellulose Conversion Efficiency, Percent Increase in Cellulose Conversion Rate.
As P9 but on the solid residue after enzymatic hydrolysis.
Formic Acid, Acetic Acid, Levulinic Acid, Furfural, Hydroxymethylfurfural,
Includes all hydrolysate sugars and kinetics in P121 and: Cellulose Conversion Yield, Cellulose Conversion Rate
Includes all hydrolysate sugars and kinetics in P121 and: Xylan Conversion Yield, Xylan Conversion Rate
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Maltose in Enzyme Hydrolysate, a-Amylase Hydrolysis Kinetics, Glucoamylase Hydrolysis Kinetics,
Glucose, Xylose, Fructose, Sucrose, Mannose, Arabinose, Galactose, Rhamnose, Xylitol, Sorbitol, Trehalose, Mannitol, Arabinitol, Glycerol, Raffinose,
Levulinic Acid, Formic Acid, Hydroxymethylfurfural, Furfural, Acetic Acid, gamma-Valerolactone,
Xylobiose, Xylotriose, Arabinobiose, Arabinotriose,
Maltose, Maltotriose, Maltotetraose, Maltopentaose, Maltohexaose, Maltoheptaose, Maltooctaose,
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Fucose, Mannitol, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Total Sugars, Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, Iduronic Acid,
Alanine, Arginine, Aspartic Acid, Asparagine, Cystine, Glutamic Acid, Glutamine, Glycine, Histidine, Isoleucine, Leucine, Lysine, Methionine, Phenylalanine, Proline, Serine, Threonine, Tryptophan, Tyrosine, Valine,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Arachidic Acid, Behenic Acid, Decanoic Acid, Erucic Acid, Lauric Acid, Linoleic Acid, Linolenic Acid, Myristic Acid, Caprylic Acid, Oleic Acid, Palmitic Acid, Palmitoleic Acid, Stearic Acid, Lignoceric Acid,
Fucoxanthin, Astaxanthin, Chlorophyll-c, Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Antheraxanthin, Violaxanthin,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Astaxanthin, Zeaxanthin, Antheraxanthin, Violaxanthin,
Biomethane Potential (BMP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Total Solids, Volatile Solids, pH, Chemical Oxygen Demand (COD),
Residual Biogas Potential (RBP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Acetic Acid, Lactic Acid, Propionic Acid, Butyric Acid, Isobutyric Acid, Valeric Acid, Isovaleric Acid,
Levoglucosan, Cellobiosan, Mannosan, Galactosan, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Fucose, Sucrose, Cellobiose, Total Sugars,
31 constituents including Phenol, Furfural, Syringol, and Vanillin
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (5 Point Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (20 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (40 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
Moisture, Ash Content (815C), Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Chlorine, Volatile Matter, Fixed Carbon, Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium, Gross Calorific Value, Net Calorific Value, Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
As P393 plus inorganic carbon, organic carbon, TGA (under nitrogen and air), and inherent moisture
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Acenaphthene, Acenaphthylene, Anthracene, Benz[a]anthracene, Benzo[b]fluoranthene, Benzo[k]fluoranthene, Benzo[ghi]perylene, Benzo[a]pyrene, Chrysene, Dibenz[a,h]anthracene, Fluoranthene, Fluorene, Indeno[1,2,3-cd]pyrene, 1-Methylnaphthalene, 2-Methylnaphthalene, Naphthalene, Phenanthrene, Pyrene,
Time to Germination, Mean Shoot Length (Week 1), Mean Shoot Length (Week 2), Mean Shoot Length (Week 3), Mean Shoot Length (Week 4), Shoot Weight (Week 4), Mean Root Length (Week 4), Root Weight (Week 4),
As Deluxe package plus P383, SEM Imaging (P387) and Plant Growth Trials (P388)
Includes everything from P391 (Physical Properties Ultimate), P394 (Thermal Properties Ultimate), and P397 (Soil Amendment Ultimate)
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Volatile Matter, Fixed Carbon, Moisture, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Gross Calorific Value, Net Calorific Value, Chlorine,
Ash Shrinkage Starting Temperature (Oxidising), Ash Deformation Temperature (Oxidising), Ash Hemisphere Temperature (Oxidising), Ash Flow Temperature (Oxidising),
Celignis is a Partner in 3 Successful Proposals for EU Funding
We are pleased to announce that three of the proposals involving Celignis, submitted to the CBE-JU programme for funding collaborative biomass research in Europe, were successful. These projects will provide an additional funding of €1.5m to Celignis and build on our achievements in other CBE and EU projects. In particular, the projects are all at enhanced TRLs (6/7) and will use our existing Celignis Bioprocess infrastructure and will also fund further development of our bioprocessing capacities and the Bioprocess Development Services we offer our clients.
Details on the funded projects are provided below:
BIONEER - This project was funded under CBE-JU topic IA-06 and focuses on the TRL 6/7 production of biobased platform chemicals. Celignis's activities in the project focus on scaling up the work undertaken in our ongoing
Read...
The 2024 North American Biochar Conference will take place in Sacramento, California, on Feb 12-15
On Feb 12-15 we'll be exhibiting at the 2024 North American Biochar Conference, taking place at the SAFE Credit Union Convention Centre in Sacramento, California.
We're looking forward to interacting with the 1000+ expected attendees, outlining our extensive range of analytical and application testing services for biochar.
Celignis CIO Lalitha Gottumukkala will also be a member of the expert panel focused on developing improved laboratory methods for biochar characterisation.
Click here to register for the event.

Read...
This Networking Event Will Involve Discussions on Collaborations for Proposals to the 2024 CBE-JU Topics
The Circular Bioeconomy Europe Joint Undertaking (CBE-JU) is an organisation that funds biomass research in Europe at various Technology Readiness Levels (TRLs). Since 2016 Celignis has been an active participant in a number of projects funded by the CBE-JU.
The Biobased Industries Consortium (BIC) is the steering committee that helps to steer the focus of research for the CBE-JU programme. In 2023 Celignis joined the BIC as a Full Industry Member and participated in several proposals submitted for different research topics in the CBE-JU's 2023 Work Programme.
On Feb 8th Celignis's Dan Hayes, Lalitha Gottumukkala, and Oscar Bedzo will be attending a
Read...
This position will involve working closely with senior management, fostering existing and new client relationships.
Situated in Limerick, Ireland, Celignis currently operates at two centres, Celignis Analytical and Celignis Bioprocess, actively engaging in a variety of private and public bioeconomy projects. As we continue to expand, we're looking to strengthen our team of 14 with a Business Administration and Client Relationship Manager who can bring a blend of enthusiasm and expertise.
This position will involve working closely with senior management, fostering existing and new client relationships, and ensuring successful delivery of our services, playing a key role in our ongoing growth and success.
Click here for more details about the position.
Read...
The event takes place on May 3rd at Carrick-on-Shannon
We are pleased to announce that, on May 3rd, Celignis will be presenting and exhibiting at the National Biochar and Carbon Products Conference 2023, which is taking place in Carrick-on-Shannon in County Leitrm, Ireland.
This conference is being organised under the auspices of the Interreg Northwest Europe-funded THREE C Project, entitled 'Creating and sustaining Charcoal value chains to promote a Circular Carbon economy in NWE Europe'.
The conference will highlight both Irish stakeholders who are currently working in the biochar and carbon products sector, but also partners from the THREE C project (covering Netherlands, Luxembourg, Germany, Belgium, France and Wales, as well as Ireland) who have interesting stories and products to share.
Read...