
Technoeconomic Analysis of Bioprocesses
The rigorous simulation provides reliable mass and energy balance data which constitutes the foundation for equipment design, sizing and specification and utility demand estimations.

A thorough techno-economic evaluation (TEA) provides more clarity which guides decision-making especially in the case of a significant financial commitment like the establishment of a commercial-scale bioprocessing facility.
Considering the low TRL of many emerging and developed bioprocess technologies, TEA stands as a valuable tool to investigate the promising potentials of these technologies in a more detailed design on a large scale before any major financial commitment is made. Our team of TEA experts are well equipped to evaluate the scale up and economic potential of various feedstock conversion technologies and product systems to provide clients and stakeholders with the vital data necessary to inform their decision making and resource allocation in respect of a technology or product of interest.
Oscar has also good experience in the development of advanced and detailed conceptual process flow diagrams from the lab-scale process, highlighting scale-up challenges and the process and engineering requirements for every unit operation in the process flow. With his proficient understanding of biological, chemical and physical systems, he has developed process simulations for several biorefinery scenarios using the appropriate modelling software. These simulations closely mimic the real life manifestation of the industrial process which is beneficial for R&D, mass and energy balance, equipment design and operation of the process or industrial plant. The simulation development significantly cuts down on unnecessary laboratory experiments, pilot scale runs and facilitates design by a convenient comparison of various process alternatives.
Oscar is currently leading the TEA tasks of the multinational EnXylaScope project and has also undertaken TEA projects for a number of Celignis's clients, ranging from SMEs to large multinational organisations.


Evaluation of Existing Process
Our techno-economic experts can work with you to evaluate the economic prospects of your technology or feedstock. We apply accurate and realistic costing models to determine the CAPEX and OPEX of simulated and pilot scale processes which are then used to determine key economic indicators such as IRR, NPV and payback periods.We provide comprehensive, objective and transparent results to help you obtain a good understanding of your process and its value chain as well as inform your budget and investment resource allocation. Our sensitivity analysis exposes the hotspots in the process flow as well as the main influencing parameters.
As Part of Bioprocess Development
We can also undertake technoeconomic analyses as part of our bioprocess development projects. Ideally, we like to undertake TEA work at multiple stages of the proejct, in order that the development of the bioprocess is always under the context of a commercially-viable approach, followed a final more in-depth TEA at the last stage of the project, using the results under optimised conditions and, where possible, outputs from experimental runs under higher TRLs.Our TEA work can consider the whole bioprocess, even if our bioprocess development activities are only focused on improving one particular aspect of the whole value chain, or can focus only on specific process nodes. Due to the interdependencies of many stages of bioprocesses, and also due to the opportunities for process integrations regarding the use of energy and/or infrastructure, we normally recommend that our TEA work covers the whole value chain rather than a single process node. An alternative is that the TEA covers the process node being optimised in the bioprocess development project as well as the implications on any downstream processing steps, but does not cover parts of the bioprocess prior to that node.

Bioprocess TEA Projects - Case Studies
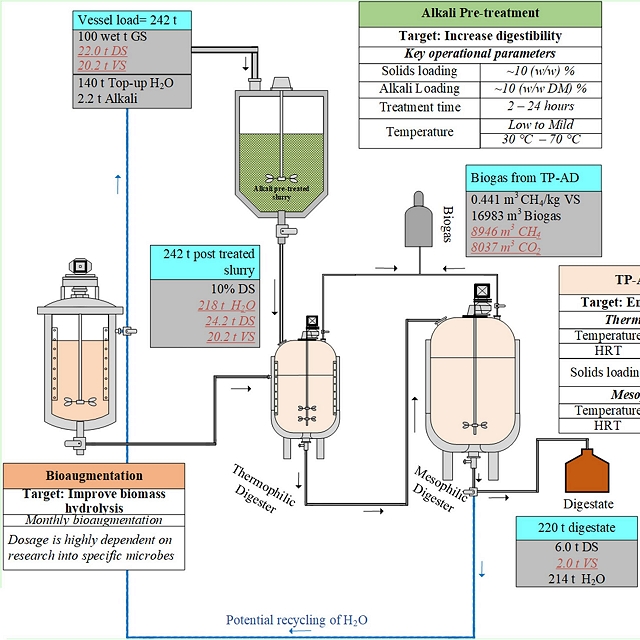
Biogas from Industry Waste
Celignis was approached by a large beverage production company to determine the feasibility of utilising their waste streams for biogas production and to determine the additional feedstock requirement to meet the full plant energy demand.Celignis performed the required biological and chemical analysis of the facility's waste streams and developed a spreadsheet tool for feedstock mixtures design to allow the conversion of the sugar and acid rich waste stream to biogas and to meet the energy requirements of the company.
The tool considered seasonality of the locally-available feedstock that could be used as co-feed with the sugar rich waste streams. Also considered, while designing the feedstock mixtures, were Renewable Energy Directive (RED) II GHG emission targets and waste to energy crops ratio.
Greenhouse gas (GHG) emission reductions and carbon dioxide that could be captured and the total revenue generation from biogas and CO2 were also estimated. The tool allowed the company to make informed decisions on the project and understand the biogas potential and feedstock requirements to meet the target power requirement.
Fermentation of Industry Side-Streams
Celignis undertook a lab-scale bioprocess development project focused on the hydrolysis of cellulose-containing side-streams from an existing industrial process, followed by the fermentation of the liberated sugars into a variety of products, including ethanol and organic acids.Following the completion of our lab-scale work, we worked on a technoeconomic analysis of the bioprocess, considering several different scenarios. These included the scale-up of the process as-developed as well as the modelling of the process after several modifications (e.g. simultaneous saccharification and fermentation (SSF) rather than separate hyrolysis and fermentation ( SHF)).
The outputs of this TEA informed a follow-on bioprocess development project, incorporating the changes deemed to give greatest impact to the process in terms of commercial and environmental sustainability.
Seaweed, an abundant third-generation biomass, has garnered significant interest for hydrocolloid extraction due to its unique composition. The extraction of these hydrocolloids, coupled with the negligible presence of lignin, leaves behind a cellulose-rich residue ideal for nanocellulose production—a potential that remains underexplored. Nanocellulose, known for its versatility, finds applications across composite, fibre, and medical industries. This review delves into the structure, composition, and extraction processes of seaweed hydrocolloids. It also investigates green emerging pretreatment techniques for hydrocolloid extraction, evaluating their advantages and limitations. This review further analyses nanocellulose produced from seaweed residues, focusing on treatment types, morphology, thermal stability, and crystallinity to determine optimal applications. Lastly, a comprehensive biorefinery approach is proposed, integrating hydrocolloid extraction and nanocellulose production to maximize the benefits from the seaweed industry. | |
The production of high-value commodities from sugarcane bagasse and harvest residues could be integrated into existing sugarcane mills to create sugarcane biorefineries. Three distinctly different domains of operating conditions were optimised for autocatalyzed steam pretreatment and enzymatic hydrolysis of these lignocelluloses, to provide sugars according to biorefinery priorities, i.e. (i) maximum digestibility of the solids for glucose only, (ii) maximum hemicellulose recovery in the prehydrolysate for xylose only, or (iii) maximum combined sugar yield (CSY; glucose plus xylose). Bagasse pretreatment showed isolated optima for each response at (i) 215 °C, 15 min; (ii) 202.2 °C, 5 min; and (iii) 215 °C, 5 min. For the harvest residues, the three domains of optimum conditions overlapped within temperatures of 198 and 200 °C, and times of 8 and 12°min, allowing for a single pretreatment condition that meets all three criteria. The practicality and robustness of the preferred pretreatment conditions were demonstrated with a mixed stream of both feedstocks. | |
The nature of a sweet sorghum cultivar influences the recovery of sugars from the bagasse during pretreatment. The sugars recovered are used in applications for conversion to high-value products such as alcohols, organic acids, and other fuels and chemicals. The severity of the pretreatment used plays a crucial role in the yield and quality of the sugars that can be recovered. Therefore, a strategic approach was taken to lower the severity of the pretreatment process to a combined severity factor (CSF) value of 0.48, whilst maintaining a high level of total-sugar recovery (i.e. 68% (w/w) and higher). This was achieved by screening 23 sweet sorghum cultivars for high-performance characteristics at low-severity conditions and optimizing the pretreatment process conditions. The pretreatment conditions included time, temperature, and acid concentration ranges of 5 to 60 min, 150 to 210 oC, and 0.00–0.96% (w/w) H2SO4, respectively. Cultivar AP6 was identified as the best performer, producing the highest total sugar yield of 78.17%. A reduction in total by-product formation from 4.79 to 2.79 g/100 g biomass was also observed. Three preferred cultivars selected for pilot scale pretreatment using steam explosion resulted in maximum total sugar recoveries that exceeded 80% (w/w). Cultivar selection provides an opportunity to utilize sweet sorghum bagasse that will liberate sugars at desired yields while reducing the generation of by-products by implementing low severity pretreatments. | |
Brewers spent grains (BSGs) represent the largest quantity of solid waste from brewing, while xylooligosaccharides (XOS) produced from BSG show promising applications in food, beverage and health products. Production of XOS from a Weiss and malt BSG was scaled-up in steam explosion hydrothermal treatment using process conditions from bench-scale liquid hot water optimisations in stirred batch reactors. Three levels of moisture (15, 25 and 32% dry matter) achieved by screw press dewatering were evaluated by varying the treatment temperatures and times. Results show the highest XOS yields (73.1%) were obtained, for both BSGs, at process condition selected (180 C, 10 min) with 25% initial dry matter content. These yields were higher than reported bench-scale optimisations (61%), but obtained using 60% less water; hence, initial dry matter content was an important variable affecting XOS yield. The pilot-scale steam explosion results provide a departing point for a cost-effective commercial production of XOS from BSG. | |
A techno-economic assessment (TEA) of enzymatic hydrolyses of a municipal solid waste (MSW)-derived pulp was performed to compare various bioprocessing configurations for the production of platform sugars at both pilot and demonstration scales (two-stage continuous, batch, and two-stage fed-batch). The configurations modeled used either rotary drum and/or continuous stirred tank reactors. By using reaction kinetics and public vendor's quotes, economic analyses were calculated for each of the proposed systems: capital expenditure (CapEx); operation expenditure (OpEx); revenue and profit; return on investment (ROI); and payback period (PP). The TEA showed that a two-stage continuous configuration with a total residence time of 54 h (6 and 48 h for primary and secondary stages) was the best option for obtaining sugars, showing sevenfold higher enzyme productivity and better profit than the reference systems. Although pilot-scale enzymatic hydrolysis demonstrated an unprofitable process, this was mainly due to the high associated enzyme cost. Increasing the scale diminished this problem, leading to higher profit per processed unit (GBP/kg lignocellulosic sugars). From an investment perspective, the two-stage 6/48 configuration gave a more attractive ROI and PP than the other designs. | |
Commercial production of inulooligosaccharides (IOS) relies largely on chicory roots. However, Jerusalem artichoke (JA) tubers provide a suitable alternative due to their high inulin content and low cultivation requirements. In this study, three inulin-rich substrate preparations from JA were investigated to maximize IOS production, namely powder from dried JA tuber slices (Substrate 1), solid residues after extracting protein from the JA powder (Substrate 2) and an inulin-rich fraction extracted from protein extraction residues (Substrate 3). The preferred temperature, pH and inulin substrate concentration were determined after which enzyme dosage and extraction time were optimized to maximize IOS extraction from the three substrates, using pure chicory inulin as benchmark. Under the optimal conditions, Substrate 3 resulted in the highest IOS yield of 82.3% (w/winulin). However, IOS production from the Substrate 1 proved more efficient since it renders the highest overall IOS yield (mass of IOS per mass of the starting biomass). In the case of co-production of protein and IOS from the JA tuber in a biorefinery concept, IOS production from the Substrate 2 is preferred since it reduces the inulin losses incurred during substrate preparation. For all the inulin-rich substrates studied, an enzyme dosage of 14.8 U/ginulin was found to be optimal at reaction time less than 6 h. JA tuber exhibited excellent potential for commercial production of IOS with improved yield and the possible advantage of a reduced biomass cost. | |
BACKGROUND | |
Brewers' spent grains (BSG) make up to 85% of a brewery's solid waste, and is either sent to landfill or sold as cheap animal feed supplement. Xylo-oligosaccharides (XOS) obtained from BSG are antioxidants and prebiotics that can be used in food formulations as low-calorie sweeteners and texturisers. The effect of extremely low acid (ELA) catalysis in liquid hot water (LHW) hydrothermal treatment (HTT) was assessed using BSG with dry matter contents of 15% and 25%, achieved by dewatering using a screw press. Batch experiments at low acid loadings of 5, 12.5 and 20 mg/g dry mass and temperatures of 120, 150 and 170 C significantly affected XOS yield at both levels of dry mass considered. Maximum XOS yields of 76.4% (16.6 g/l) and 65.5% (31.7 g/l) were achieved from raw BSG and screw pressed BSG respectively, both at 170 C and using 5 mg acid/g dry mass, after 15 min and 5 min, respectively. These XOS yields were obtained with BSG containing up to 63% less water and temperatures more than 20 C lower than that reported previously. The finding confirms that ELA dosing in LHW HTT allows lowering of the required temperature that can result in a reduction of degradation products, which is especially relevant under high solid conditions. This substantial XOS production intensification through higher solid loadings in HTT not only achieved high product yield, but also provided benefits such as increased product concentrations and decreased process heat requirements. | |
Short-chain fructooligosaccharides (scFOS) are nutraceuticals with numerous applications in the food and pharmaceutical industries. The production of scFOS using immobilized biocatalysts offers some functional and technical advantages over free enzyme counterparts. To investigate the economic potential of the immobilized enzyme system relative to the free enzyme system, a techno-economic comparison was conducted on three methods of scFOS production (powder and syrup forms) at a capacity of 2000?t per annum (tpa) by enzymatic synthesis from sucrose: the free enzyme (FE), calcium alginate immobilized enzyme (CAIE), and amberlite IRA 900 immobilized enzyme (AIE) systems. These processes were simulated in Aspen Plus to obtain the mass and energy balances and to estimate the operating and capital costs, followed by economic evaluation and sensitivity analysis. Profitability analysis showed that all three systems are economically viable as their associated minimum selling prices (MSP) were well below the scFOS market price of 5 $ kg-1. However, the FE system was the most profitable with the lowest MSP of 2.61 $ kg-1 because the savings on cost as a result of enzyme immobilization could not offset the additional costs associated with immobilization. Sensitivity analysis demonstrated that total operating cost, fixed capital investment, and internal rate of return (% IRR) have the greatest effects on the MSP. Furthermore, the syrup form of scFOS production leads to 29% less MSP, compared to powder form. In addition, the studied plant capacities of 5000 and 1000?tpa showed 10% and 16% reductions on MSP respectively. | |
Jerusalem artichoke (JA) is a crop with excellent potential for application in biorefineries. It can resist drought, pests, and diseases and can thrive well in marginal lands with little fertilizer application. The JA tubers contain considerable quantities of inulin, which is suitable for the production of inulooligosaccharides (IOS), as a high-value prebiotic, dietary fiber. In this study, five JA tuber biorefinery scenarios were simulated in Aspen Plus and further evaluated by techno-economic and sensitivity analyses. Production of IOS, proteins and animal feed was studied in scenarios A and C, applying various biorefinery configurations. Scenario B explored the option of producing only IOS and the sale of residues as animal feed. Scenarios D and E investigated the economic potential of biofuel generation from residues after IOS and protein production by generation of biogas and ethanol respectively, from residues. Based on the chosen economic indicators, scenario B resulted in the lowest minimum selling price (MSP) of 3.91 US$ kg-1 (market price 5.0 US$ kg-1) with correspondingly reduced total capital investment (TCI) and total operating cost (TOC) per mass unit produced of IOS of 18.91 and 2.59 US$ kg-1 respectively, compared with other studied scenarios. Considering the set production scale, it is more profitable when the residues are sold as animal feed instead of being converted into biofuel, due to the capital-intensive nature of the biofuel production processes. The coproduction of protein had a negative impact on the economics of the process as the associated capital and operating expenditure outweighed the associated revenue. | |

Lalitha Gottumukkala
Founder of Celignis Bioprocess, CIO of Celignis
PhD
<p style="text-align: left;">Has a deep understanding of all biological and chemical aspects of bioproceses. Has developed Celignis into a renowned provider of bioprocess development services to a global network of clients.</p>

Oscar Bedzo
Bioprocess Project Manager & Technoeconomic Analysis Lead
PhD
<p style="text-align: left;">A dynamic, purpose-driven chemical engineer with expertise in bioprocess development, process design, simulation and techno-economic analysis over several years in the bioeconomy sector.</p>

Dan Hayes
Celignis CEO And Founder
PhD (Analytical Chemistry)
<p style="text-align: left;">Dreamer and achiever. Took Celignis from a concept in a research project to being the bioeconomy's premier provider of analytical and bioprocessing expertise.</p>
Global Recognition as Bioprocess Experts

Extraction

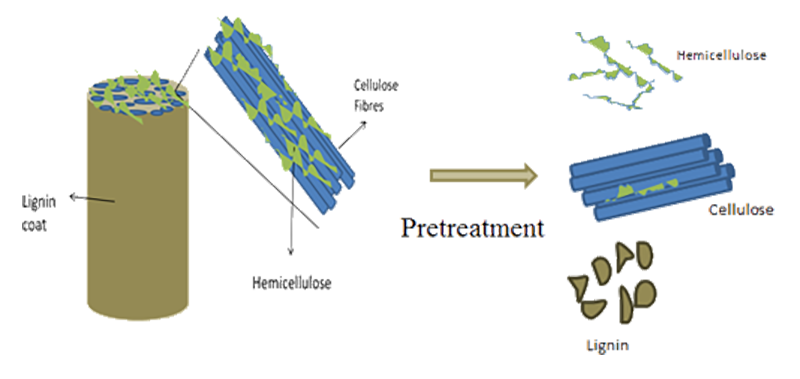
Pretreatment
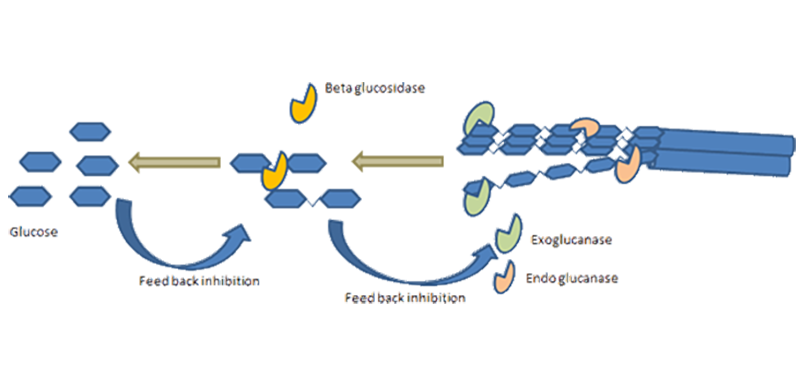
Hydrolysis
Enzymes
Fermentation
Downstream Processing
Lab-Scale Optimisations

TRL Scale-Up

Biobased Chemicals
From Process Refinements to an Entire New Process

Research Collaborations

Hydrothermal carbonization (HTC) research has mainly focused on primary char production, with limited attention to secondary char, which is formed through polymerization and condensation of dissolved organic compounds in the liquid phase. This research aims to address this gap via an experimental investigation of the impact of stirring on the mass and carbon balance of HTC reaction products, surface functional groups, and surface morphology of secondary char, using fructose as a model compound. A 3D hydrodynamic simulation model was developed for a two-liter HTC stirred reactor. The experimental results indicated that stirring did not significantly influence the pH, mass, carbon balance, and surface functional groups of secondary char produced under the range of experimental conditions (180 C, 10% biomass to water (B/W) ratio, and a residence time of 0-120 min) studied. Nonetheless, it was observed that a stirring rate of 200 rpm influenced the morphology and shape of the secondary char microspheres, leading to a significant increase in their size i.e., from 1-2 um in unstirred conditions compared with 70 um at a stirring rate of 200 rpm. This increase in size was attributed to the aggregation of microspheres into irregular aggregates at stirring rates > 65 rpm and residence times > 1 h. The hydrodynamic model revealed that high turbulence of Re > 104 and velocities > 0.17 m s-1 correlated with regions of secondary char formation, emphasizing their role in particle aggregation. Particle aggregation is significant above a stirring rate of 65 rpm, which corresponds to the onset of turbulent flow in the reactor. Finally, a mechanism is proposed, based on reactor hydrodynamics under stirred conditions, that explains secondary char deposition on the reactor walls and stirrer. | |
A dried dairy processing sludge (sludge from wastewater treatment of an effluent from a milk processing plant) was pyrolysed in a single-particle reactor at different temperatures from 400 C to 900 C. NH3 and HCN were measured online and offline by means of FTIR as well as by cumulative sampling in impinger bottles (in 0.05 M H2SO4 and 1 M NaOH, respectively) and analysed by photometric method. NO and NO2 were measured online using a nitric oxide analyser while N2O was measured by FTIR. Nitrogen (N) in the sludge and in the remaining char, char-N, was determined. Moreover, tar content in pyrolysis gas was measured and tar-N was determined. The results with respect to N mass balance closure are discussed. The different measurements techniques are compared. For pyrolysis at 520 and 700 nitrogen in the gas phase was mainly contained as N2 (36 % and 40 % respectively), followed by NH3 (15 % and 18 %), tar-N (10 % and 9 %), HCN (1 % and 3 %), NO (1 %) and NO2 (0.2 %). The dairy processing sludge has very specific properties with organic-N present predominantly as proteins and a high content of inherent Ca. These characteristics affected the distribution of N. The amount of char-N was higher while the amount of tar-N lower than for sewage sludge from literature, at comparable pyrolysis temperature. | |
Dairy processing sludge (DPS) is a byproduct generated in wastewater treatment plants located in dairy (milk) processing companies (waste activated sludge). DPS presents challenges in terms of its management (as biosolids) due to its high moisture content, prolonged storage required, uncontrolled nutrient loss and accumulation of certain substances in soil in the proximity of dairy companies. This study investigates the potential of hydrothermal carbonization (HTC) for recovery of nutrients in the form of solid hydrochar (biochar) produced from DPS originating from four different dairy processing companies. The HTC tests were carried out at 160 C, 180 C, 200 C and 220 C, and a residence time of 1h. The elemental properties of hydrochars (biochars), the content of primary and secondary nutrients, as well as contaminants were examined. The transformation of phosphorus in DPS during HTC was investigated. The fraction of plant available phosphorus was determined. The properties of hydrochar (biochar) were compared against the European Union Fertilizing Products Regulation. The findings of this study demonstrate that the content of nutrient in hydrochars (biochars) meet the requirements for organo-mineral fertilizer with nitrogen and phosphorus as the declared nutrients (13.9-26.7%). Further research on plant growth and field tests are needed to fully assess the agronomic potential of HTC hydrochar (biochar). | |
Disposal of waste-activated sludge [dairy processing sludge, (DPS)] from wastewater treatment plants located in milk processing companies is an increasing concern. DPS is usually applied to farmlands in the vicinity of the dairy companies. This practice is becoming unsustainable due to uncontrolled nutrient loss and potential soil contamination. We propose to recover nutrients in the form of biochar. This paper examines the properties of biochars obtained from slow pyrolysis of DPS. DPS samples were pyrolyzed at laboratory and pilot scale at 600 and 700 C. The elemental properties of biochars, the content of primary and secondary nutrients, as well as contaminants were examined and compared against the European Union Fertilizing Products Regulation. The biochars meet the specified limits for hydrogen-to-organic carbon ratio, chloride, and polycyclic aromatic hydrocarbons intended for gasification and pyrolysis component category materials. In six out of eight biochars, the content of phosphorus (P) as a single declared nutrient and the level of contaminants meet those required for an organo-mineral fertilizer. Only two biochars meet the required concentrations of nitrogen, phosphorus, and potassium. A minimum solid content of 30% in DPS is required to make the process of biochar production energetically sustainable. | |
Anaerobically digested sewage sludge mixed with forest residues was pyrolysed at 800 C, at laboratory and pilot scale. The study quantified differences in char and gas yields for tests carried out in a simple fixed bed laboratory reactor and rotating retort pyrolyser at pilot scale, when the residence time of feedstock was 10 min in both cases. The yield of char from pilot scale was 4 % lower than from laboratory scale while the yield of gas was 15.7 % higher. During the pilot scale pyrolysis of anaerobically digested sewage sludge blended with forest residues the gas quality for energy recovery applications was assessed and the fate of impurities (tar, NH3 and H2S) was investigated. The raw pyrolysis gas contained 14.6 g/Nm3 of tar, 36.9 g/Nm3 of NH3 and 793 ppm of H2S. Sixteen N-containing tar species were identified of which pyridine, propenenitrile, 2-methyl-, benzonitrile, and indole are found to be the most abundant. The yield of N-containing tar compounds accounted for approx. 12 % of total tar content. Conditioned pyrolysis gas contained 7.1 g/Nm3 of tar, 0.036 g/Nm3 of NH3 and 119 ppm of H2S. Benzene was by far the most abundant tar compound followed by toluene and styrene. The specifications of the used internal combustion engine were exceeded due to the sum of tar compounds such as fluorantrene and pyrene with 4+ aromatic rings (at 0.0015 g/Nm3) and NH3 content The effectiveness and sustainability of energy recovery in wastewater treatment can be improved using forest industry by-products. | |
Adsorption of six contaminants of emerging concern (CECs) - caffeine, chloramphenicol, carbamazepine, bisphenol A, diclofenac, and triclosan - from a multicomponent solution was studied using activated biochars obtained from three lignocellulosic feedstocks: wheat straw, softwood, and peach stones. Structural parameters related to the porosity and ash content of activated biochar and the hydrophobic properties of the CECs were found to influence the adsorption efficiency. For straw and softwood biochar, activation resulted in a more developed mesoporosity, whereas activation of peach stone biochar increased only the microporosity. The most hydrophilic CECs studied, caffeine and chloramphenicol, displayed the highest adsorption (22.8 and 11.3 mg g-1) onto activated wheat straw biochar which had the highest ash content of the studied adsorbents (20 wt%). Adsorption of bisphenol A and triclosan, both relatively hydrophobic substances, was highest (31.6 and 30.2 mg g-1) onto activated biochar from softwood, which displayed a well-developed mesoporosity and low ash content. | |
Magnetic carbons can significantly lower the costs of wastewater treatment due to easy separation of the adsorbent. However, current production techniques often involve the use of chlorinated or sulfonated Fe precursors with an inherent potential for secondary pollution. In this study, ochre, an iron-rich waste stream was investigated as a sustainable Fe source to produce magnetic activated biochar from two agricultural feedstocks, softwood and wheat straw. Fe doping resulted in significant shifts in pyrolysis yield distribution with increased gas yields (+50%) and gas energy content (+40%) lowering the energy costs for production. Physical activation transformed ochre to magnetite/maghemite resulting in activated magnetic biochars and led to a 4-fold increase in the adsorption capacities for two common micropollutants - caffeine and fluconazole. The results show that Fe doping not only benefits the adsorbent properties but also the production process, leading the way to sustainable carbon adsorbents. | |
The majority of the sludge from the treatment of wastewater in milk processing plants is land spread. The drawbacks of land spreading include local oversupply due to high transport costs, which results in sludge being spread on lands in the vicinity of the dairy factories. Local oversupply can lead to accumulation of certain substances in soil through annual application over many years. Therefore, in the long term, there is a need for alternative methods to recover energy and nutrients from increasing volumes of sludge generated from dairy processing. Pyrolysis offers a potential alternative to land spreading, which can reduce health and environmental risks, while providing an avenue for the recovery of energy and nutrients. Pyrolysis allows energy recovery in the form of a high calorific value pyrolysis gas and a char which may be used as a soil amendment. In this study pyrolysis of dried dairy sludge was carried out at pilot scale. The results indicate that a dried biological sludge can be successfully pyrolysed and when mixed with wood the resulting char meets European Biochar Certificate criteria regarding carbon content. Most of the initial energy content of the feedstock was retained in the pyrolysis gas prior to cleaning, 53%, compared to 34.5% in the char and 1.5% in the tar. For the pyrolysis gas after cleaning (mainly cracking in presence of air) the initial energy content of the feedstock retained in the gas was only slightly higher than that retained in the char, 39.2% versus 34.5%, while the tar accounted for 0.8% of the initial energy content. | |
Eucalypts can be very productive when intensively grown as short rotation woody crops (SRWC) for bioproducts. In Florida, USA, a fertilized, herbicided, and irrigated cultivar planted at 2471 trees/ha could produce over 58 green mt/ha/year in 3.7 years, and at 2071 trees/ha, its net present value (NPV) exceeded $750/ha at a 6% discount rate and stumpage price of $11.02/green mt. The same cultivar grown less intensively at three planting densities had the highest stand basal area at the highest density through 41 months, although individual tree diameter at breast height (DBH) was the smallest. In combination with an organic fertilizer, biochar improved soil properties, tree leaf nutrients, and tree growth within 11 months of application. Biochar produced from Eucalyptus and other species is a useful soil amendment that, especially in combination with an organic fertilizer, could improve soil physical and chemical properties and increase nutrient availability to enhance Eucalyptus tree nutrition and growth on soils. Eucalypts produce numerous naturally occurring bioproducts and are suitable feedstocks for many other biochemically or thermochemically derived bioproducts that could enhance the value of SRWCs. | |
Lignin (Klason), Lignin (Acid Soluble), Acid Insoluble Residue, Ash (Acid Insoluble),
As P10 plus protein-corrected lignin, water-soluble sugars, uronic acids, acetyl content and starch.
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
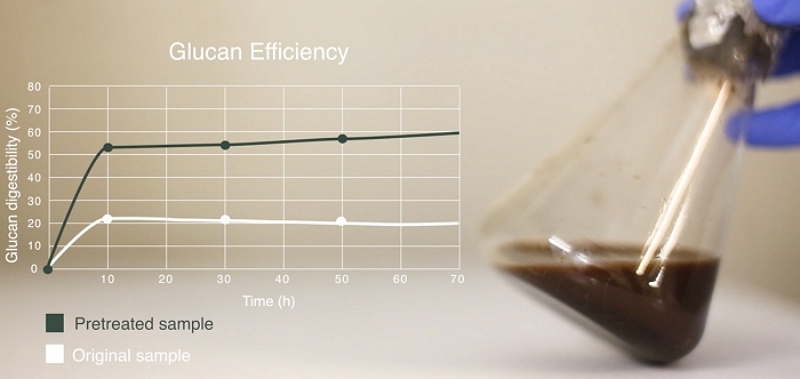
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Xylose in Enzyme Hydrolysate, Arabinose in Enzyme Hydrolysate, Mannose in Enzyme Hydrolysate, Galactose in Enzyme Hydrolysate, Rhamnose in Enzyme Hydrolysate, Cellobiose in Enzyme Hydrolysate, Enzymatic Hydrolysis Kinetics, Cellulose Conversion Yield, Xylan Conversion Yield, Combined Sugar Yield, Cellulose Conversion Rate, Xylan Conversion Rate,
As P121 plus comparisons with data from the non-pretreated original sample, including: Increase in Cellulose Accessibility after Pre-Treatment, Percent Increase in Cellulose Conversion Efficiency, Percent Increase in Cellulose Conversion Rate.
As P9 but on the solid residue after enzymatic hydrolysis.
Formic Acid, Acetic Acid, Levulinic Acid, Furfural, Hydroxymethylfurfural,
Includes all hydrolysate sugars and kinetics in P121 and: Cellulose Conversion Yield, Cellulose Conversion Rate
Includes all hydrolysate sugars and kinetics in P121 and: Xylan Conversion Yield, Xylan Conversion Rate
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Maltose in Enzyme Hydrolysate, a-Amylase Hydrolysis Kinetics, Glucoamylase Hydrolysis Kinetics,
Glucose, Xylose, Fructose, Sucrose, Mannose, Arabinose, Galactose, Rhamnose, Xylitol, Sorbitol, Trehalose, Mannitol, Arabinitol, Glycerol, Raffinose,
Levulinic Acid, Formic Acid, Hydroxymethylfurfural, Furfural, Acetic Acid, gamma-Valerolactone,
Xylobiose, Xylotriose, Arabinobiose, Arabinotriose,
Maltose, Maltotriose, Maltotetraose, Maltopentaose, Maltohexaose, Maltoheptaose, Maltooctaose,
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Fucose, Mannitol, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Total Sugars, Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, Iduronic Acid,
Alanine, Arginine, Aspartic Acid, Asparagine, Cystine, Glutamic Acid, Glutamine, Glycine, Histidine, Isoleucine, Leucine, Lysine, Methionine, Phenylalanine, Proline, Serine, Threonine, Tryptophan, Tyrosine, Valine,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Arachidic Acid, Behenic Acid, Decanoic Acid, Erucic Acid, Lauric Acid, Linoleic Acid, Linolenic Acid, Myristic Acid, Caprylic Acid, Oleic Acid, Palmitic Acid, Palmitoleic Acid, Stearic Acid, Lignoceric Acid,
Fucoxanthin, Astaxanthin, Chlorophyll-c, Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Antheraxanthin, Violaxanthin,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Astaxanthin, Zeaxanthin, Antheraxanthin, Violaxanthin,
Biomethane Potential (BMP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Total Solids, Volatile Solids, pH, Chemical Oxygen Demand (COD), Phosphorus, Potassium, Ammonia, Carbon, Hydrogen, Nitrogen, Sulphur,
Total Solids, Volatile Solids, pH, Chemical Oxygen Demand (COD), Phosphorus, Potassium, Ammonia, Carbon, Hydrogen, Nitrogen, Sulphur,
Residual Biogas Potential (RBP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Acetic Acid, Lactic Acid, Propionic Acid, Butyric Acid, Isobutyric Acid, Valeric Acid, Isovaleric Acid,
Levoglucosan, Cellobiosan, Mannosan, Galactosan, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Fucose, Sucrose, Cellobiose, Total Sugars,
31 constituents including Phenol, Furfural, Syringol, and Vanillin
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (5 Point Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (20 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (40 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
Moisture, Ash Content (815C), Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Chlorine, Volatile Matter, Fixed Carbon, Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium, Gross Calorific Value, Net Calorific Value, Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
As P393 plus inorganic carbon, organic carbon, TGA (under nitrogen and air), and inherent moisture
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Acenaphthene, Acenaphthylene, Anthracene, Benz[a]anthracene, Benzo[b]fluoranthene, Benzo[k]fluoranthene, Benzo[ghi]perylene, Benzo[a]pyrene, Chrysene, Dibenz[a,h]anthracene, Fluoranthene, Fluorene, Indeno[1,2,3-cd]pyrene, 1-Methylnaphthalene, 2-Methylnaphthalene, Naphthalene, Phenanthrene, Pyrene,
Time to Germination, Mean Shoot Length (Week 1), Mean Shoot Length (Week 2), Mean Shoot Length (Week 3), Mean Shoot Length (Week 4), Shoot Weight (Week 4), Mean Root Length (Week 4), Root Weight (Week 4),
As Deluxe package plus P383, SEM Imaging (P387) and Plant Growth Trials (P388)
Includes everything from P391 (Physical Properties Ultimate), P394 (Thermal Properties Ultimate), and P397 (Soil Amendment Ultimate)
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Volatile Matter, Fixed Carbon, Moisture, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Gross Calorific Value, Net Calorific Value, Chlorine,
Ash Shrinkage Starting Temperature (Oxidising), Ash Deformation Temperature (Oxidising), Ash Hemisphere Temperature (Oxidising), Ash Flow Temperature (Oxidising),
Our Custom Chatbot is Integrated into the Celignis Database
We are proud to announce the launch of Celignis InSightAI, a powerful artificial intelligence (AI) tool developed by Celignis and integrated with the Celignis Database. It functions as a highly-customised chatbot, focused on providing insights and conclusions from the data displayed on the page. Once launched, and authorised by the user, it has access to the results presented on the Database page and the user can ask it questions about those results.
A 30-second video outlining some of its functionality is provided below.
Read...
Iowa-based Facility will Offer Our Services to US-Based Clients
We're delighted to announce that today marks the official launch date of Celignis USA. This latest development in the extension of the Celignis family will offer all of Celignis's services to US-based clients. The 10,000 sq. ft facility is located in Waterloo, Iowa and leverages Celignis's 11 years of expertise in the bioeconomy.

Click here to read more about Celignis USA and our history leading to this point.

Read...
Articles cover bioprocess development as well as analytical services across many different sectors
We currently offer over 150 analysis packages, covering close to 400 different analytes. We have been proud to provide data to a diverse array of clients over the years, including many from research institutions. A recent literature search found a large number of peer-reviewed articles citing data provided by Celignis. These papers cover our
Read...
