
Simultaneous Saccharification and Co-Fermentation (SSCF) of Lignocellulosic Biomass
Lignocellulose Hydrolysis
Lignocellulosic biomass, primarily comprised of cellulose, hemicellulose, and lignin, is an abundant and renewable resource that holds great promise as a source of biofuels and renewable biobased chemicals and biomaterials. Lignocellulosic biomass can be processed in a number of ways, one is through the hydrolysis of the structural polysaccharides (cellulose and hemicellulose) into their constituent sugars, a reaction commonly facilitated by acid or enzymes, followed by the fermentation of these sugars by yeast or other microorganisms.Click below to read more about the hydrolysis of lignocellulosic biomass.
Get more info...Biomass Hydrolysis
Enzymatic Hydrolysis
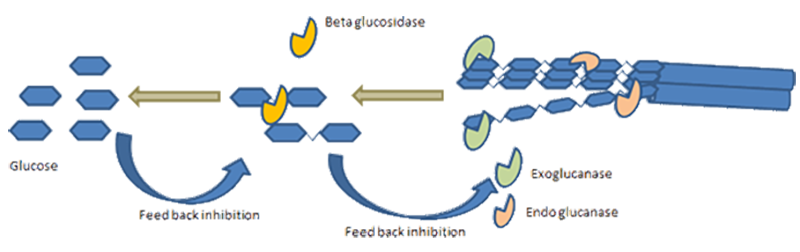
In enzymatic hydrolysis cellulases and hemicellulases play a critical role, working synergistically to cleave the glycosidic linkages in cellulose and hemicellulose, respectively. However, depending on the type of pretreatment process involved, hydrolysis of hemicellulose may not be necessary, since it may have already taken place in the pretreatment leading to the hemicellulose sugars being in the liquid output of the pretreatment with the solid residue mostly containing cellulose (plus lignin, again dependent on the type of pretreatment).The enzymatic hydrolysis step can be carried out under relatively mild conditions, which makes it a more energy-efficient and environmentally friendly approach compared to chemical hydrolysis methods.
SSCF Process
Simultaneous Saccharification and Co-Fermentation (SSCF) is a modification of the Simultaneous Saccharification and Fermentation (SSF) method. SSF involves the concurrent breakdown (hydrolysis) of cellulose (and hemicellulose, if present) into monomeric sugars (saccharification), and the conversion of these sugars into products via fermentation. However, SSF often involves the use of a prior pretreatment step where the hemicellulose is removed. Hence, the primary focus of the fermentation in SSF is on the conversion of glucose to the targeted product (e.g. bioethanol).However, SSCF focuses on the co-fermentation of the hemicellulose-derived pentose sugars (e.g. xylose and arabinose) alongside the conventional hexose sugars. Hence, bioprocesses using the SSCF approach typically incorporate pretreatments where much of the hemicellulose remains in the solid-phase so that it will be co-processed with the cellulose in the SSCF stage.
Fed-Batch SSF
As with SSF, SSCF can also be operated under Fed-batch mode. This is a modification of the traditional SSCF process which can, in certain circumstances, improve process efficiencies.In the traditional SSCF process, all the components (the lignocellulosic biomass, enzymes, and yeast) are mixed together at the beginning of the process. However, in fed-batch SSCF these components are not all added at once. Instead, the lignocellulosic biomass is added in incremental portions or "batches" to the fermenter over the course of the fermentation. By gradually feeding the biomass into the fermenter, it is possible to maintain a more consistent level of sugars throughout the process, which can help to optimize yeast activity and product yields. In addition, this approach can help to alleviate issues related to high solid loading, such as mixing problems and high viscosity.
Advantages of SSCF
- Higher Product Yields - SSCF can potentially lead to higher product yields compared to other process configurations like Separate Hydrolysis and Fermentation (SHF) or SSF. By co-fermenting both hexose (six-carbon) and pentose (five-carbon) sugars, SSCF can utilize a larger fraction of the biomass sugars, leading to higher biofuel or biochemical yields per unit of biomass.
- Reduced Product Inhibition - In SSCF, the hydrolysis and fermentation reactions occur simultaneously, so the sugars produced during hydrolysis are consumed by the microorganisms almost as soon as they are produced. This can significantly reduce the inhibition of the hydrolytic enzymes by the sugars, leading to a more efficient hydrolysis process compared to SHF.
- Reduced Processing Time - The simultaneous nature of SSCF allows for a reduction in processing time compared to SHF, where hydrolysis and fermentation are conducted in separate stages.
Disadvantages of SSCF
- Requirement for Specialized Microorganisms - A main challenge in SSCF is the need for specialized microorganisms that can efficiently ferment both hexose and pentose sugars. Most naturally-occurring fermentation microorganisms, such as Saccharomyces cerevisiae, can only ferment hexose sugars like glucose. Fermenting pentose sugars like xylose and arabinose typically requires genetically-modified organisms or naturally pentose-fermenting organisms, which can have lower fermentation efficiency or robustness compared to traditional yeast.
- Incompatibility of Optimal Conditions - The hydrolysis and fermentation processes in SSCF have different optimal conditions. Enzymatic hydrolysis requires relatively high temperatures for optimal efficiency while fermentation is usually performed at lower temperatures to maintain microbial activity and viability. Balancing these conflicting requirements is a significant challenge in SSCF.
- Inhibition of Fermentation Organisms - While SSCF can reduce the inhibition of hydrolytic enzymes by sugars, the simultaneous presence of high concentrations of sugars and hydrolysis products can potentially inhibit the fermentation organisms. For instance, high glucose concentrations can inhibit the uptake and fermentation of pentose sugars through a phenomenon known as catabolite repression.

Simultaneous Saccharification and Fermentation (SSF)
Simultaneous Saccharification and Fermentation (SSF) is also a process where enzymatic hydrolysis and fermentation occur in the same reactor but in SSF the fermentation is only focused on hexoses.Advantages of SSCF over SSF:
- Better Biomass Utilisation - SSCF uses specialized microbes that can ferment both hexose and pentose sugars, leading to better utilization of the available biomass. In SSF, typically only hexose sugars like glucose are fermented, while pentose sugars like xylose remain unutilised.
- Lower By-product Formation - Since pentose sugars are converted to ethanol or other products in SSCF rather than remaining in the hydrolysate, this can result in lower by-product formation, which could have benefits for the purification and conditioning of the final product.
- Requirement for Specialised Microorganisms - SSCF requires the use of specialised microorganisms that can ferment pentose sugars. These can be more expensive, less robust, or less efficient than the more commonly used hexose-fermenting yeasts used in SSF.
- More Complex Process Control - SSCF requires managing the metabolism of organisms to avoid preferential hexose consumption and the inhibition of pentose fermentation (catabolite repression). This complexity can lead to challenges in maintaining process control and optimisation. Click below to read more about Simultaneous Saccharification and Fermentation (SSF).
Get more info...SSF
Consolidated Bioprocessing (CBP)
Like SSCF, in Consolidated Bioprocessing (CBP) the hydrolysis, and fermentation steps occur in the same reactor. However, unlike SSCF, in CBP the production of enzymes also takes place in the same reactor. CBP has the potential to significantly reduce costs and simplify the biofuel production process. However, the implementation of CBP is currently challenging because it requires a single microorganism, or a consortium of microorganisms, that can efficiently perform all the required functions.Advantages of SSCF over CBP:
- Mature Technology - SSCF is a more mature technology compared to CBP. While the idea of CBP is theoretically appealing due to its potential simplicity and cost-effectiveness, it is still in the early stages of development with significant challenges to overcome, particularly the development of efficient and robust consolidated bioprocessing organisms.
- Flexibility in Microorganism Selection - In SSCF, hydrolysis and fermentation are performed by separate entities, which allows for flexibility in choosing the best enzyme systems and the best fermentation organisms independently. In contrast, CBP requires a single organism or consortium to both hydrolyse biomass and ferment sugars, which poses significant biological and genetic engineering challenges.
- Better Control Over Process Conditions - SSCF allows for independent control of the saccharification and fermentation stages, even though they occur simultaneously. This control could potentially allow for higher yields and efficiencies compared to CBP, where the conditions must be suitable for both hydrolysis and fermentation simultaneously.
- Increased Complexity and Cost - SSCF requires the production, purification, and addition of enzymes to the process, which increases complexity and costs. CBP, on the other hand, seeks to consolidate all steps into a single process, potentially reducing capital and operational expenses.
- Product and Enzyme Inhibition - In SSCF, the production of sugars and their subsequent fermentation happens in the same vessel. This can lead to high concentrations of sugars and product which can inhibit both enzymes and yeast, limiting the rate of hydrolysis and fermentation. In CBP, the ideal would be that enzymes and microbes are working in tandem, potentially minimizing these inhibitory effects.
- Requirement for Sterile Conditions - SSCF processes typically require sterilization to avoid microbial contamination that could inhibit the fermentation organisms or lead to the production of unwanted by-products. CBP organisms are typically intended to be robust enough to outcompete potential contaminants, reducing the need for sterilization.
Get more info...CBP
1. Understanding Your Requirements

Prior to undertaking bioprocess projects we learn from our clients what their targets are from the process as well as whether there are any restrictions or requirements that may need to form the boundaries of the work that we undertake. These help to guide us to then prepare a potential bioprocess development project.
2. Detailed Feedstock Analysis
In cases where you have already selected a feedstock for the bioprocess, we would then undertake a detailed compositional analysis (P10 or, ideally, P19) of representative samples of that feedstock.
In cases where the feedstock has not yet been selected we can review your list of candidate feedstocks, selecting top candidates based on our prior experience in their analysis and bioprocessing. If you do not have a list of candidate feedstocks then we can provide one, based on your location and the requirements outlined in Stage 1. We would then analyse in detail these priority feedstocks and come to a decision, based on the compositional data and other relevant factors (e.g. price, supply, consistency etc.) on a selected feedstock for the project.
At this point of the project, the Celignis Bioprocess team typically meet to discuss and prepare a project proposal for the development of a SSCF bioprocess from this feedstock. After this proposal is reviewed by the client, and revised if needed, we are then ready to start work on the next stages.
3. Pretreatment (Lab-Scale)

If our project involves the SSCF-processing of a virgin biomass feedstock then it is likely that a pretreatment stage will be necessary in order to provide a suitable substrate for subsequent hydrolysis and fermentation. Hence, this stage of the project will involve undertaking a number of pretreatment experiments, covering a variety of process conditions. We follow a scientifically-based Design of Experiments (DoE) protocol where the criteria and boundaries for this DoE are formulated in close collaboration with our clients, considering the chemistry of the feedstock(s) and our understandings of the mechanisms of biomass pretreatment.
Given that SSCF will follow this Stage, an important prerequisite for the pretreatment process would be that most of the hemicellulose would be retained in the solid residue, ensuring that the hemicellulose-derived sugars would be fermented in the SSCF process.
For each experiment we analyse the solid and liquid outputs of the pretreatment, leading to a detailed data-set where effects of process conditions on the yield and composition of the various streams can be explored and mapped.
We usually recommend that these initial pretreatment optimisation experiments are undertaken at the lab-scale (around TRL3) in order to reduce costs and the length of the project. We can also undertake a second iteration of lab-scale experiments in order to fine-tune the conditions based on the knowledge gained in the initial experiments.
4. SSCF Optimisation
At this stage the focus is on optimising the SSCF of the pretreated biomass. This will involve evaluating the effects of varying a number of different process conditions (e.g. solid-loading, enzyme-loading, enzyme-type, yeast-type and loading, temperature, reaction times, mixing). There may also need to be experiments comparing Fed-Batch SSCF with standard SSCF.
Hence, this stage of the project involves a DoE being undertaken (like in Stage 3) where these conditions are narrowed down. Again, these optimisation experiments are usually undertaken at the lab-scale in order to accelerate the outputs and reduce project costs.
This stage usually follows the pretreatment optimisation activities, however it is possible that there can be some overlap in order to reach the final project outputs more quickly.
5. Product Recovery
Based on the outputs of the prior lab-scale Stages we can optimise the methods employed for separating and purifying the target product from the fermentation Stage. We can also potentially look at the recovery of other compounds from the broth.
It is possible for this Stage to run alongside Stage 4.
6. Valorisation of Remaining Biomass
Depending on the pretreatment and SSCF processess employed in the project, we can look at valorising those biomass components that are not hydrolysed to sugars and fermented to your target product.
For example, we can analyse the SSCF enzymatic hydrolysis residue for its suitability for combustion.
7. Validation at Higher TRLs

Once we have concluded our optimisation of the SSCF process conditions at the lab-scale we can then test those conditions at higher technology readiness levels (TRLs). The scales at which we can operate are dependent on the type of technology employed, but can reach up to 100 litres.
We have all of the necessary downstream equipment to efficiently handle the solid and liquid streams arising from these scaled-up activities.
If we find that there are differences between the yield and compositions of the different streams, compared with our lab-scale experiments, then we can explore the potential reasons for these and work on final tweaks to optimise the bioprocess for higher TRLs.
8. Technoeconomic Analysis (TEA)
The Celignis team, including Oscar our chief TEA expert, can undertake a detailed technoeconomic analysis of the developed process. We apply accurate and realistic costing models to determine the CAPEX and OPEX of simulated and pilot scale processes which are then used to determine key economic indicators such as IRR, NPV and payback periods.
Within these TEAs we can undertake sensitivity analyses to assess the effect of variable costs and revenues on the commercial viability of the process.
Our preferred approach is to include TEA studies at each stage of the development of the bioprocess, so that the process can be optimised in a commercially-relevant way, followed by a more detailed TEA after the process has been optimised and tested at higher TRL levels.
Click here to read more about the technoeconomic analysis (TEA) services offered by Celignis.

Lalitha Gottumukkala
Founder of Celignis Bioprocess, CIO of Celignis
PhD
<p style="text-align: left;">Has a deep understanding of all biological and chemical aspects of bioproceses. Has developed Celignis into a renowned provider of bioprocess development services to a global network of clients.</p>

Oscar Bedzo
Bioprocess Project Manager & Technoeconomic Analysis Lead
PhD
<p style="text-align: left;">A dynamic, purpose-driven chemical engineer with expertise in bioprocess development, process design, simulation and techno-economic analysis over several years in the bioeconomy sector.</p>

Dan Hayes
Celignis CEO And Founder
PhD (Analytical Chemistry)
<p style="text-align: left;">Dreamer and achiever. Took Celignis from a concept in a research project to being the bioeconomy's premier provider of analytical and bioprocessing expertise.</p>
Lignin (Klason), Lignin (Acid Soluble), Acid Insoluble Residue, Ash (Acid Insoluble),
As P10 plus protein-corrected lignin, water-soluble sugars, uronic acids, acetyl content and starch.
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Xylose in Enzyme Hydrolysate, Arabinose in Enzyme Hydrolysate, Mannose in Enzyme Hydrolysate, Galactose in Enzyme Hydrolysate, Rhamnose in Enzyme Hydrolysate, Cellobiose in Enzyme Hydrolysate, Enzymatic Hydrolysis Kinetics, Cellulose Conversion Yield, Xylan Conversion Yield, Combined Sugar Yield, Cellulose Conversion Rate, Xylan Conversion Rate,
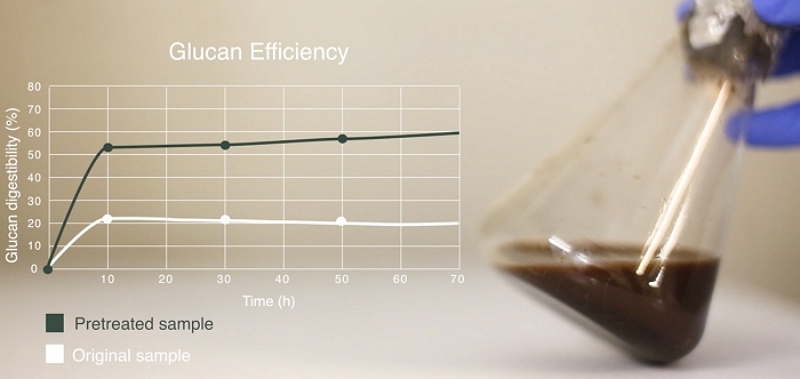
As P121 plus comparisons with data from the non-pretreated original sample, including: Increase in Cellulose Accessibility after Pre-Treatment, Percent Increase in Cellulose Conversion Efficiency, Percent Increase in Cellulose Conversion Rate.
As P9 but on the solid residue after enzymatic hydrolysis.
Formic Acid, Acetic Acid, Levulinic Acid, Furfural, Hydroxymethylfurfural,
Includes all hydrolysate sugars and kinetics in P121 and: Cellulose Conversion Yield, Cellulose Conversion Rate
Includes all hydrolysate sugars and kinetics in P121 and: Xylan Conversion Yield, Xylan Conversion Rate
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Maltose in Enzyme Hydrolysate, a-Amylase Hydrolysis Kinetics, Glucoamylase Hydrolysis Kinetics,
Glucose, Xylose, Fructose, Sucrose, Mannose, Arabinose, Galactose, Rhamnose, Xylitol, Sorbitol, Trehalose, Mannitol, Arabinitol, Glycerol, Raffinose,
Levulinic Acid, Formic Acid, Hydroxymethylfurfural, Furfural, Acetic Acid, gamma-Valerolactone,
Xylobiose, Xylotriose, Arabinobiose, Arabinotriose,
Maltose, Maltotriose, Maltotetraose, Maltopentaose, Maltohexaose, Maltoheptaose, Maltooctaose,
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Fucose, Mannitol, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Total Sugars, Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, Iduronic Acid,
Alanine, Arginine, Aspartic Acid, Asparagine, Cystine, Glutamic Acid, Glutamine, Glycine, Histidine, Isoleucine, Leucine, Lysine, Methionine, Phenylalanine, Proline, Serine, Threonine, Tryptophan, Tyrosine, Valine,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Arachidic Acid, Behenic Acid, Decanoic Acid, Erucic Acid, Lauric Acid, Linoleic Acid, Linolenic Acid, Myristic Acid, Caprylic Acid, Oleic Acid, Palmitic Acid, Palmitoleic Acid, Stearic Acid, Lignoceric Acid,
Fucoxanthin, Astaxanthin, Chlorophyll-c, Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Antheraxanthin, Violaxanthin,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Astaxanthin, Zeaxanthin, Antheraxanthin, Violaxanthin,
Biomethane Potential (BMP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Total Solids, Volatile Solids, pH, Chemical Oxygen Demand (COD), Phosphorus, Potassium, Ammonia, Carbon, Hydrogen, Nitrogen, Sulphur,
Total Solids, Volatile Solids, pH, Chemical Oxygen Demand (COD), Phosphorus, Potassium, Ammonia, Carbon, Hydrogen, Nitrogen, Sulphur,
Residual Biogas Potential (RBP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Acetic Acid, Lactic Acid, Propionic Acid, Butyric Acid, Isobutyric Acid, Valeric Acid, Isovaleric Acid,
Levoglucosan, Cellobiosan, Mannosan, Galactosan, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Fucose, Sucrose, Cellobiose, Total Sugars,
31 constituents including Phenol, Furfural, Syringol, and Vanillin
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (5 Point Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (20 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (40 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
Moisture, Ash Content (815C), Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Chlorine, Volatile Matter, Fixed Carbon, Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium, Gross Calorific Value, Net Calorific Value, Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
As P393 plus inorganic carbon, organic carbon, TGA (under nitrogen and air), and inherent moisture
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Acenaphthene, Acenaphthylene, Anthracene, Benz[a]anthracene, Benzo[b]fluoranthene, Benzo[k]fluoranthene, Benzo[ghi]perylene, Benzo[a]pyrene, Chrysene, Dibenz[a,h]anthracene, Fluoranthene, Fluorene, Indeno[1,2,3-cd]pyrene, 1-Methylnaphthalene, 2-Methylnaphthalene, Naphthalene, Phenanthrene, Pyrene,
Time to Germination, Mean Shoot Length (Week 1), Mean Shoot Length (Week 2), Mean Shoot Length (Week 3), Mean Shoot Length (Week 4), Shoot Weight (Week 4), Mean Root Length (Week 4), Root Weight (Week 4),
As Deluxe package plus P383, SEM Imaging (P387) and Plant Growth Trials (P388)
Includes everything from P391 (Physical Properties Ultimate), P394 (Thermal Properties Ultimate), and P397 (Soil Amendment Ultimate)
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Volatile Matter, Fixed Carbon, Moisture, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Gross Calorific Value, Net Calorific Value, Chlorine,
Ash Shrinkage Starting Temperature (Oxidising), Ash Deformation Temperature (Oxidising), Ash Hemisphere Temperature (Oxidising), Ash Flow Temperature (Oxidising),
Our Custom Chatbot is Integrated into the Celignis Database
We are proud to announce the launch of Celignis InSightAI, a powerful artificial intelligence (AI) tool developed by Celignis and integrated with the Celignis Database. It functions as a highly-customised chatbot, focused on providing insights and conclusions from the data displayed on the page. Once launched, and authorised by the user, it has access to the results presented on the Database page and the user can ask it questions about those results.
A 30-second video outlining some of its functionality is provided below.
Read...
Iowa-based Facility will Offer Our Services to US-Based Clients
We're delighted to announce that today marks the official launch date of Celignis USA. This latest development in the extension of the Celignis family will offer all of Celignis's services to US-based clients. The 10,000 sq. ft facility is located in Waterloo, Iowa and leverages Celignis's 11 years of expertise in the bioeconomy.

Click here to read more about Celignis USA and our history leading to this point.

Read...
Articles cover bioprocess development as well as analytical services across many different sectors
We currently offer over 150 analysis packages, covering close to 400 different analytes. We have been proud to provide data to a diverse array of clients over the years, including many from research institutions. A recent literature search found a large number of peer-reviewed articles citing data provided by Celignis. These papers cover our
Read...
