
The Importance of Downstream Processing in Bioprocess Development
Downstream Processing
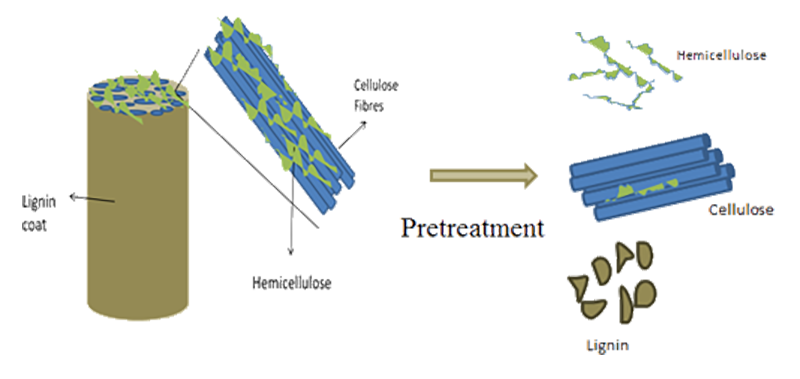
Bioprocesses often involve a series of steps focused on the conversion of biomass to the targeted biobased products. For example, a bioprocess focused on the simultaneous saccharification and fermentation ( SSF) of a lignocellulosic feedstock (e.g. corn stover) to bioethanol may involve milling and pretreatment steps prior to the main SSF process. While the target of the process is bioethanol, the output of the SSF stage would be a slurry containing the fermentation broth and the solid enzymatic hydrolysis residue.Downstream-processing in bioprocesses concerns the ways in which such output streams (e.g. solid, liquid, slurry etc.) are handled and the means for the recovery and purification of the targeted products. As such, downstream processing is crucial for bioprocess development. However, it is often overlooked, especially in early stages of research and development, where much of the focus tends to be on optimising the bioconversion process itself. This is a critical oversight given that downstream processing can account for a large portion (sometimes up to 80%) of the total production costs, particularly in processes dealing with dilute concentrations of the target product or complex mixtures.
Importance in Bioprocesses
Using again the example of lignocellulosic bioethanol, the downstream process here involves separating ethanol from the fermentation broth, which also contains unfermented sugars, residual enzymes, and other byproducts. This is typically done through distillation, a process that requires a significant amount of energy, especially considering that the ethanol concentration in the broth is usually low. Further purification steps may be necessary to meet the specifications for fuel-grade ethanol, adding more to the costs. In this case, optimising the downstream process to increase the yield and purity of ethanol and to reduce energy consumption can significantly improve the economic viability of the process.Similarly, in the production of lactic acid from lignocellulosic sugars, the downstream process again involves the separation of lactic acid from the fermentation broth, followed by its concentration and purification. Conventional methods like precipitation, evaporation, and ion exchange can be costly and have a high environmental impact. Newer methods like membrane-based separations offer potential advantages but also require optimisation to handle the challenges posed by these complex feedstocks, such as membrane fouling and degradation of the product.
Hence, giving due importance to downstream processing in bioprocess development can not only lead to better product recovery and quality but also to significant cost savings and improved sustainability. This is especially important in processes concerning the valorisation of lignocellulosic feedstocks, where the complexity of the feedstock and the need for high-purity end products can make the downstream process a significant factor in the overall economic viability of the process.
Solid/Liquid Separation
In bioprocesses involving lignocellulosic feedstocks, solid/liquid separation is a critical downstream processing step. The choice of separation method depends on several factors, including the nature of the solids and the liquid, the required separation efficiency, and the cost and energy requirements of the method. Some of the techniques used for solid-liquid separation are described below. Sometimes a combination of methods is used to achieve the desired separation.- Filtration - This can be done using filter presses, filter-dryers, rotary vacuum filters, or membrane filters, among other equipment. The choice of filter depends on the characteristics of the solids and liquid, as well as the desired separation efficiency.
- Centrifugation - Centrifuges can effectively separate solids from liquids based on their differences in density.
- Sedimentation - In some cases, solids can be left to settle at the bottom of a vessel due to gravity, then removed from the liquid. This is often used in combination with other separation methods.
- Flotation - This involves the introduction of air bubbles into the liquid, which attach to the solid particles and cause them to float to the surface, where they can be removed.
Product Recovery
Product recovery in bioprocesses is a critical step that often dictates the economic viability of the entire process. Some of the downstream-processing approaches used are detailed below:- Distillation - A widely-used technology for product recovery in bioprocesses, particularly for volatile products. For example, distillation is used to separate bioethanol from the fermentation broth due to its lower boiling point. For fuel-grade ethanol, azeotropic distillation may be needed.
- Gas Stripping and Liquid-Liquid Extraction - These techniques are often used to recover products that are toxic to the producing organisms or have higher boiling points. For example, in biobutanol production from lignocellulosic feedstocks, butanol recovery from the fermentation broth is challenging due to its toxicity to the microorganisms and its higher boiling point. Gas stripping and liquid-liquid extraction are among the techniques that have been explored for butanol recovery.
- Membrane-Based Separations - These techniques, which include ultrafiltration, electrodialysis, pervaporation, and Tangential Flow Filtration (TFF), are used when traditional methods are not efficient or generate large amounts of waste. One example of a product that can be recovered using this approach is lactic acid, derived from the fermentation of biomass-derived sugars. For this product membrane-based processes, such as ultrafiltration and electrodialysis, have been explored as alternatives to traditional methods like precipitation and ion exchange.
- Centrifugation and Chromatography - These techniques are commonly used for the recovery and purification of non-volatile products like enzymes. Using lignocellulosic feedstocks as a carbon source, enzymes such as cellulases and xylanases can be produced. The recovery process uses a combination of centrifugation to remove the microbial cells, ultrafiltration to concentrate the enzymes, and chromatography for further purification if needed.
Solvent Recovery
In certain bioprocesses solvents can be used in several steps, such as in: the pretreatment of the biomass, the extraction of certain compounds, or as a part of the product recovery process. The recovery and reuse of these solvents is crucial for both economic and environmental reasons. Some of the downstream-processing approaches used for solvent recovery are detailed below:- Distillation - This involves the separation of substances based on their different boiling points. For instance, in the organosolv process, organic solvents such as ethanol or acetone are used to pretreat lignocellulosic biomass. Post-pretreatment, these solvents are typically recovered via distillation and then reused. Distillation is also used to recover ionic liquids in ionic liquid pretreatment, and in the separation of butanol and solvents in biobutanol production.
- Evaporation - This technique is used when the solvents are more volatile compared to the other components in the mixture. By supplying heat, the solvents evaporate, leaving the other components behind. The solvent vapours are then condensed and collected. An example of its application can be seen in certain processes that use organic solvents to extract lignin from lignocellulosic biomass.
- Liquid-Liquid Extraction - This method is used when the solvent forms two immiscible phases with water or other solvents. After creating two phases, they can be easily separated, which allows for the recovery of the solvent. A prominent example of this technique can be seen in biobutanol production. In the recovery phase, liquid-liquid extraction is often used, involving a solvent that can extract butanol from the fermentation broth. This solvent-butanol mixture is then subjected to distillation for the separation and recovery of both butanol and the solvent.
Product Purification
Product purification is the final stage of downstream processing in bioprocesses and is crucial to obtaining a product of the desired quality and specifications. The specific techniques used for product purification can vary depending on the nature of the product and the impurities present. Here are some examples of product purification in the context of bioprocesses focused on lignocellulosic feedstocks:- Membrane Filtration - Membrane filtration technologies, such as microfiltration, ultrafiltration, nanofiltration, and Tangential Flow Filtration (TFF), can be used to separate the desired product based on size or molecular weight. For example, in the production of biofuels or biochemicals from lignocellulosic feedstocks, ultrafiltration can be used to concentrate the product and remove small impurities.
- Chromatography - Chromatography is a powerful technique for the separation and purification of products based on their different affinities for a stationary phase. For example, in the production of high-value chemicals or proteins from lignocellulosic feedstocks, chromatography can be used to purify the product to a high degree. Different types of chromatography, such as ion-exchange, affinity, or size-exclusion chromatography, can be used depending on the nature of the product and the impurities.
- Crystallization - Crystallization is often used for the purification of solid products. The product is first dissolved in a suitable solvent, and then conditions are set to allow the product to crystallize out, leaving impurities in the solvent. For example, in the production of organic acids from lignocellulosic feedstocks, crystallization can be used to purify the acid.
- Distillation - Distillation, as mentioned earlier, is not only used for product recovery but also for product purification. For example, bioethanol produced from lignocellulosic feedstocks often needs to be distilled multiple times to achieve the required purity for use as a fuel.
- Extraction - Liquid-liquid extraction can also be used for product purification, where the product is selectively dissolved in a solvent, separating it from impurities.
- Complexity - The product stream in a bioprocess often contains a complex mixture of the product, other metabolites, proteins, cells, and medium components. The product may also be present in very low concentrations. This complexity and the need for high purity often requires multiple downstream steps, each of which needs to be optimised and coordinated.
- Product Stability - Many bioproducts, such as proteins or enzymes, are sensitive to changes in temperature, pH, or shear stress, which can lead to product degradation during downstream processing. Maintaining the stability of the product throughout the downstream process can be challenging and may require the use of gentle separation techniques, stabilizing agents, or specific temperature and pH conditions.
- Scale-Up - While a downstream process might work well at a laboratory scale, scaling up to an industrial scale can pose several challenges. For example, the efficiency of a separation technique may decrease at a larger scale, or it may be more difficult to maintain consistent temperature or pH conditions. The cost of downstream processing can also increase significantly with scale.
- Cost - Downstream processing can account for a significant proportion of the total cost of a bioprocess, particularly for high-purity products. The use of expensive consumables, such as chromatography resins or membranes, and the energy cost of operations like distillation or centrifugation, can contribute to high downstream costs. Reducing these costs while maintaining product quality is a key challenge.
- Environmental Impact - Many downstream processes use solvents or generate waste streams that can have a significant environmental impact. Reducing this impact, through the use of green solvents, waste minimisation, or waste valorization strategies, is another important challenge.
- Regulatory Compliance - For bioproducts used in food, pharmaceutical, or medical applications, the downstream process needs to comply with strict regulatory standards. These may relate to the purity of the product, the removal of specific contaminants, or the validation of the downstream process. Meeting these standards can be technically challenging and add to the cost of the process.

As well as being part of a wider bioprocess project, we can also work with clients on specific bioprocess development projects focused on downstream processing steps. For example, we can receive a slurry sample from a client and design a project around optimising its downstream processing considering a variety of different metrics (e.g. final product yield, purity, chemical consumption, energy cost etc.).

We have a wide-array of equipment and infrastructure that allow us to handle downstream processing activities up to TRL6. Some of the relevant equipment we have are detailed below.
Tangential Flow Filtration (TFF)
Tangential Flow Filtration (TFF), also known as crossflow filtration, is a widely used technique in bioprocess development for the separation and concentration of biomolecules. Unlike traditional filtration, where the feed solution flows perpendicularly towards the filter, in TFF, the feed solution flows tangentially along the surface of the membrane. This tangential flow prevents the rapid buildup of a concentrated layer ("cake layer") of the retained species on the surface of the membrane, which can lead to membrane fouling and reduced filtration performance.At Celignis we have several items of TFF equipment, suitable for different TRL levels, from lab-scale to TRL6. Our higher-TRL equipment are made by Millipore and can process 10's of litres of liquid per hour.
Click below for more on TFF and its use in bioprocess development.
Get more info...TFF

A filter press is a piece of equipment used in various industries, including bioprocessing, to separate solids and liquids. It consists of multiple filter plates arranged in a frame, which create a series of chambers. The feed slurry (a mixture of liquid and solids) is pumped into these chambers, and the liquid phase passes through the filter cloth, leaving the solid materials behind.
At Celignis we have several items of filter press equipment, suitable for different TRL levels up to TRL6. Our higher-TRL equipment can process 10's of litres of liquid per hour.
Click below for more info on filter presses and their use in bioprocess development.
Get more info...Filter Press

A filter dryer is a piece of equipment used in the pharmaceutical and chemical industries, including in some bioprocessing applications, for solid-liquid separation and subsequent drying of the solid. This device combines filtration and drying in a single unit, which can be beneficial in terms of process integration and reduction of product handling.
At Celignis we have a Sweco PharmASep PH30 Filter Dryer, suitable for pilot-scale operations.
Click below for more info on filter dryers and their use in bioprocess development.
Get more info...Filter Dryers

Supercritical CO2 Extraction System
Supercritical CO2 is CO2 (carbon dioxide) maintained at a temperature and pressure above its critical point, resulting in a state of matter that has properties of both a gas and a liquid. Its density is comparable to that of a liquid, while it diffuses into materials like a gas and has a low viscosity. These properties make supercritical CO2 an excellent solvent for many substances, making it a versatile tool in bioprocess development.At Celignis we have a 5-litre supercritical CO2 extraction system which can be used in higher-TRL projects.
Click below for more info on supercritical CO2 and its use in bioprocess development.
Get more info...Supercritical CO2

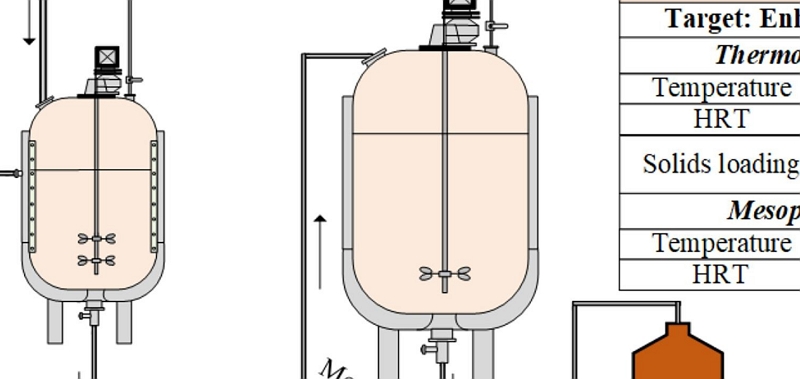
Distillation is a widely-used separation technique in many bioprocesses. It involves heating a liquid mixture to create vapour and then cooling and condensing the vapour to create a separate liquid phase. Different components in the mixture have different boiling points, which allows them to be separated through distillation.
At Celignis we have a 20-litre vacuum distillation system which can be used in higher-TRL projects.
Click below for more info on distillation and its use in bioprocess development.
Get more info...Distillation
Background
Techno-economic analysis (TEA) is a model-based methodology that evaluates both the technical aspects (e.g., process design, performance, and yield) and economic aspects (e.g., capital investment, operating costs, and product selling price) of a process. It is a critical tool for assessing the economic feasibility and technical challenges of a bioprocess through its development stages. TEA is particularly important for downstream processing activities, for the reasons outlined below:- Informed Process Design Decisions - Downstream processing often presents a significant challenge due to the complexity of the mixture obtained after conversion processes. This mixture includes the desired products and a variety of byproducts, unreacted feedstock, and impurities. TEA allows for comparisons to be made between different options for downstream processing, including product recovery, separation, and purification. By identifying the most cost-effective and technically feasible methods, TEA can inform critical design decisions that can influence the efficiency and economics of the overall process.
- Evaluation of Innovative Technologies - Technological innovation often plays a vital role in improving the efficiency and reducing the costs of downstream processing. However, these new technologies also come with risks, particularly related to scalability, performance stability, and regulatory acceptance. TEA can provide an objective assessment of these novel technologies by quantifying their potential economic benefits and associated risks, aiding in the decision-making process.
- Assessing Commercial Feasibility - Downstream processing can significantly impact the overall economics of a lignocellulosic bioprocess. It directly influences the cost of producing the final product, which in turn determines the product selling price. TEA allows the estimation of the product's market price based on the overall processing costs. The comparison of this price with existing market prices can provide insights into the commercial feasibility of the bioprocess.
- Guiding Future Research Directions - TEA provides a systematic way to identify the most expensive or technically challenging stages in downstream processing. By pointing out the areas that significantly impact the process economics or efficiency, it can guide the direction of future research and development efforts. This can lead to the generation of solutions that improve the overall process, enhance the product yield and quality, and reduce the associated costs.
Get more info...TEA
Approach at Celignis
We can incorporate technoeconomic analysis (TEA) at various stages in a project targeting the development or improvement of downstream processes. Such an inclusion can provide valuable insights and inform decisions throughout the development process. Below are detailed the stages of how we can structure such a downstream bioprocess project with the integration of TEA:- Initial TEA: At the beginning of the project, an initial TEA is conducted to evaluate the existing downstream processing options. This analysis includes an assessment of the technical challenges, performance, cost, and potential environmental impacts associated with each option. This stage provides an overview of the different strategies available and their relative merits and shortcomings, thereby setting the stage for informed decision-making.
- Experimental Selection: Based on the outcomes of the initial TEA, a subset of promising downstream processing options is selected for further investigation. These options are then subjected to experimental testing in the laboratory to evaluate their performance under controlled conditions. This stage provides empirical data on each option’s efficacy and potential for optimisation.
- Secondary TEA: - Following the experimental testing, a second TEA is conducted based on the results obtained. This analysis provides a refined understanding of the costs and performance of each option when applied in a real-world context. The findings from this secondary TEA inform the selection of the most appropriate downstream processing option for further development.
- Process Optimisation: Once the most promising downstream processing option has been selected, further experimental work is carried out to optimise this process. These experiments aim to maximize efficiency, minimize costs, and ensure a high-quality end product. The optimisation phase is informed by the data and insights gathered from the previous experimental and TEA stages.
- Validation at Higher TRLs: After optimising the selected process, it is then tested at higher Technology Readiness Levels (TRLs). These tests aim to validate the process under conditions that more closely resemble those of full-scale industrial operations. This stage can identify potential scale-up issues and provide data on how the process performs under realistic operating conditions.
- Final TEA: In the final stage of the project, a detailed TEA is conducted based on the results obtained from the higher TRL testing. This final analysis evaluates the commercial-scale viability of the developed downstream process, taking into account all associated costs, potential revenues, and environmental impacts. This final TEA can help stakeholders make informed decisions about whether to invest in further development or commercial deployment of the process.


Lalitha Gottumukkala
Founder of Celignis Bioprocess, CIO of Celignis
PhD
<p style="text-align: left;">Has a deep understanding of all biological and chemical aspects of bioproceses. Has developed Celignis into a renowned provider of bioprocess development services to a global network of clients.</p>

Oscar Bedzo
Bioprocess Project Manager & Technoeconomic Analysis Lead
PhD
<p style="text-align: left;">A dynamic, purpose-driven chemical engineer with expertise in bioprocess development, process design, simulation and techno-economic analysis over several years in the bioeconomy sector.</p>

Dan Hayes
Celignis CEO And Founder
PhD (Analytical Chemistry)
<p style="text-align: left;">Dreamer and achiever. Took Celignis from a concept in a research project to being the bioeconomy's premier provider of analytical and bioprocessing expertise.</p>
Global Recognition as Bioprocess Experts

Extraction

Pretreatment
Hydrolysis
Enzymes
Fermentation
Lab-Scale Optimisations

TRL Scale-Up

Technoeconomic Analyses
Biobased Chemicals
From Process Refinements to an Entire New Process

Research Collaborations

Hydrothermal carbonization (HTC) research has mainly focused on primary char production, with limited attention to secondary char, which is formed through polymerization and condensation of dissolved organic compounds in the liquid phase. This research aims to address this gap via an experimental investigation of the impact of stirring on the mass and carbon balance of HTC reaction products, surface functional groups, and surface morphology of secondary char, using fructose as a model compound. A 3D hydrodynamic simulation model was developed for a two-liter HTC stirred reactor. The experimental results indicated that stirring did not significantly influence the pH, mass, carbon balance, and surface functional groups of secondary char produced under the range of experimental conditions (180 C, 10% biomass to water (B/W) ratio, and a residence time of 0-120 min) studied. Nonetheless, it was observed that a stirring rate of 200 rpm influenced the morphology and shape of the secondary char microspheres, leading to a significant increase in their size i.e., from 1-2 um in unstirred conditions compared with 70 um at a stirring rate of 200 rpm. This increase in size was attributed to the aggregation of microspheres into irregular aggregates at stirring rates > 65 rpm and residence times > 1 h. The hydrodynamic model revealed that high turbulence of Re > 104 and velocities > 0.17 m s-1 correlated with regions of secondary char formation, emphasizing their role in particle aggregation. Particle aggregation is significant above a stirring rate of 65 rpm, which corresponds to the onset of turbulent flow in the reactor. Finally, a mechanism is proposed, based on reactor hydrodynamics under stirred conditions, that explains secondary char deposition on the reactor walls and stirrer. | |
A dried dairy processing sludge (sludge from wastewater treatment of an effluent from a milk processing plant) was pyrolysed in a single-particle reactor at different temperatures from 400 C to 900 C. NH3 and HCN were measured online and offline by means of FTIR as well as by cumulative sampling in impinger bottles (in 0.05 M H2SO4 and 1 M NaOH, respectively) and analysed by photometric method. NO and NO2 were measured online using a nitric oxide analyser while N2O was measured by FTIR. Nitrogen (N) in the sludge and in the remaining char, char-N, was determined. Moreover, tar content in pyrolysis gas was measured and tar-N was determined. The results with respect to N mass balance closure are discussed. The different measurements techniques are compared. For pyrolysis at 520 and 700 nitrogen in the gas phase was mainly contained as N2 (36 % and 40 % respectively), followed by NH3 (15 % and 18 %), tar-N (10 % and 9 %), HCN (1 % and 3 %), NO (1 %) and NO2 (0.2 %). The dairy processing sludge has very specific properties with organic-N present predominantly as proteins and a high content of inherent Ca. These characteristics affected the distribution of N. The amount of char-N was higher while the amount of tar-N lower than for sewage sludge from literature, at comparable pyrolysis temperature. | |
Dairy processing sludge (DPS) is a byproduct generated in wastewater treatment plants located in dairy (milk) processing companies (waste activated sludge). DPS presents challenges in terms of its management (as biosolids) due to its high moisture content, prolonged storage required, uncontrolled nutrient loss and accumulation of certain substances in soil in the proximity of dairy companies. This study investigates the potential of hydrothermal carbonization (HTC) for recovery of nutrients in the form of solid hydrochar (biochar) produced from DPS originating from four different dairy processing companies. The HTC tests were carried out at 160 C, 180 C, 200 C and 220 C, and a residence time of 1h. The elemental properties of hydrochars (biochars), the content of primary and secondary nutrients, as well as contaminants were examined. The transformation of phosphorus in DPS during HTC was investigated. The fraction of plant available phosphorus was determined. The properties of hydrochar (biochar) were compared against the European Union Fertilizing Products Regulation. The findings of this study demonstrate that the content of nutrient in hydrochars (biochars) meet the requirements for organo-mineral fertilizer with nitrogen and phosphorus as the declared nutrients (13.9-26.7%). Further research on plant growth and field tests are needed to fully assess the agronomic potential of HTC hydrochar (biochar). | |
Disposal of waste-activated sludge [dairy processing sludge, (DPS)] from wastewater treatment plants located in milk processing companies is an increasing concern. DPS is usually applied to farmlands in the vicinity of the dairy companies. This practice is becoming unsustainable due to uncontrolled nutrient loss and potential soil contamination. We propose to recover nutrients in the form of biochar. This paper examines the properties of biochars obtained from slow pyrolysis of DPS. DPS samples were pyrolyzed at laboratory and pilot scale at 600 and 700 C. The elemental properties of biochars, the content of primary and secondary nutrients, as well as contaminants were examined and compared against the European Union Fertilizing Products Regulation. The biochars meet the specified limits for hydrogen-to-organic carbon ratio, chloride, and polycyclic aromatic hydrocarbons intended for gasification and pyrolysis component category materials. In six out of eight biochars, the content of phosphorus (P) as a single declared nutrient and the level of contaminants meet those required for an organo-mineral fertilizer. Only two biochars meet the required concentrations of nitrogen, phosphorus, and potassium. A minimum solid content of 30% in DPS is required to make the process of biochar production energetically sustainable. | |
Anaerobically digested sewage sludge mixed with forest residues was pyrolysed at 800 C, at laboratory and pilot scale. The study quantified differences in char and gas yields for tests carried out in a simple fixed bed laboratory reactor and rotating retort pyrolyser at pilot scale, when the residence time of feedstock was 10 min in both cases. The yield of char from pilot scale was 4 % lower than from laboratory scale while the yield of gas was 15.7 % higher. During the pilot scale pyrolysis of anaerobically digested sewage sludge blended with forest residues the gas quality for energy recovery applications was assessed and the fate of impurities (tar, NH3 and H2S) was investigated. The raw pyrolysis gas contained 14.6 g/Nm3 of tar, 36.9 g/Nm3 of NH3 and 793 ppm of H2S. Sixteen N-containing tar species were identified of which pyridine, propenenitrile, 2-methyl-, benzonitrile, and indole are found to be the most abundant. The yield of N-containing tar compounds accounted for approx. 12 % of total tar content. Conditioned pyrolysis gas contained 7.1 g/Nm3 of tar, 0.036 g/Nm3 of NH3 and 119 ppm of H2S. Benzene was by far the most abundant tar compound followed by toluene and styrene. The specifications of the used internal combustion engine were exceeded due to the sum of tar compounds such as fluorantrene and pyrene with 4+ aromatic rings (at 0.0015 g/Nm3) and NH3 content The effectiveness and sustainability of energy recovery in wastewater treatment can be improved using forest industry by-products. | |
Adsorption of six contaminants of emerging concern (CECs) - caffeine, chloramphenicol, carbamazepine, bisphenol A, diclofenac, and triclosan - from a multicomponent solution was studied using activated biochars obtained from three lignocellulosic feedstocks: wheat straw, softwood, and peach stones. Structural parameters related to the porosity and ash content of activated biochar and the hydrophobic properties of the CECs were found to influence the adsorption efficiency. For straw and softwood biochar, activation resulted in a more developed mesoporosity, whereas activation of peach stone biochar increased only the microporosity. The most hydrophilic CECs studied, caffeine and chloramphenicol, displayed the highest adsorption (22.8 and 11.3 mg g-1) onto activated wheat straw biochar which had the highest ash content of the studied adsorbents (20 wt%). Adsorption of bisphenol A and triclosan, both relatively hydrophobic substances, was highest (31.6 and 30.2 mg g-1) onto activated biochar from softwood, which displayed a well-developed mesoporosity and low ash content. | |
Magnetic carbons can significantly lower the costs of wastewater treatment due to easy separation of the adsorbent. However, current production techniques often involve the use of chlorinated or sulfonated Fe precursors with an inherent potential for secondary pollution. In this study, ochre, an iron-rich waste stream was investigated as a sustainable Fe source to produce magnetic activated biochar from two agricultural feedstocks, softwood and wheat straw. Fe doping resulted in significant shifts in pyrolysis yield distribution with increased gas yields (+50%) and gas energy content (+40%) lowering the energy costs for production. Physical activation transformed ochre to magnetite/maghemite resulting in activated magnetic biochars and led to a 4-fold increase in the adsorption capacities for two common micropollutants - caffeine and fluconazole. The results show that Fe doping not only benefits the adsorbent properties but also the production process, leading the way to sustainable carbon adsorbents. | |
The majority of the sludge from the treatment of wastewater in milk processing plants is land spread. The drawbacks of land spreading include local oversupply due to high transport costs, which results in sludge being spread on lands in the vicinity of the dairy factories. Local oversupply can lead to accumulation of certain substances in soil through annual application over many years. Therefore, in the long term, there is a need for alternative methods to recover energy and nutrients from increasing volumes of sludge generated from dairy processing. Pyrolysis offers a potential alternative to land spreading, which can reduce health and environmental risks, while providing an avenue for the recovery of energy and nutrients. Pyrolysis allows energy recovery in the form of a high calorific value pyrolysis gas and a char which may be used as a soil amendment. In this study pyrolysis of dried dairy sludge was carried out at pilot scale. The results indicate that a dried biological sludge can be successfully pyrolysed and when mixed with wood the resulting char meets European Biochar Certificate criteria regarding carbon content. Most of the initial energy content of the feedstock was retained in the pyrolysis gas prior to cleaning, 53%, compared to 34.5% in the char and 1.5% in the tar. For the pyrolysis gas after cleaning (mainly cracking in presence of air) the initial energy content of the feedstock retained in the gas was only slightly higher than that retained in the char, 39.2% versus 34.5%, while the tar accounted for 0.8% of the initial energy content. | |
Eucalypts can be very productive when intensively grown as short rotation woody crops (SRWC) for bioproducts. In Florida, USA, a fertilized, herbicided, and irrigated cultivar planted at 2471 trees/ha could produce over 58 green mt/ha/year in 3.7 years, and at 2071 trees/ha, its net present value (NPV) exceeded $750/ha at a 6% discount rate and stumpage price of $11.02/green mt. The same cultivar grown less intensively at three planting densities had the highest stand basal area at the highest density through 41 months, although individual tree diameter at breast height (DBH) was the smallest. In combination with an organic fertilizer, biochar improved soil properties, tree leaf nutrients, and tree growth within 11 months of application. Biochar produced from Eucalyptus and other species is a useful soil amendment that, especially in combination with an organic fertilizer, could improve soil physical and chemical properties and increase nutrient availability to enhance Eucalyptus tree nutrition and growth on soils. Eucalypts produce numerous naturally occurring bioproducts and are suitable feedstocks for many other biochemically or thermochemically derived bioproducts that could enhance the value of SRWCs. | |
Lignin (Klason), Lignin (Acid Soluble), Acid Insoluble Residue, Ash (Acid Insoluble),
As P10 plus protein-corrected lignin, water-soluble sugars, uronic acids, acetyl content and starch.
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Xylose in Enzyme Hydrolysate, Arabinose in Enzyme Hydrolysate, Mannose in Enzyme Hydrolysate, Galactose in Enzyme Hydrolysate, Rhamnose in Enzyme Hydrolysate, Cellobiose in Enzyme Hydrolysate, Enzymatic Hydrolysis Kinetics, Cellulose Conversion Yield, Xylan Conversion Yield, Combined Sugar Yield, Cellulose Conversion Rate, Xylan Conversion Rate,
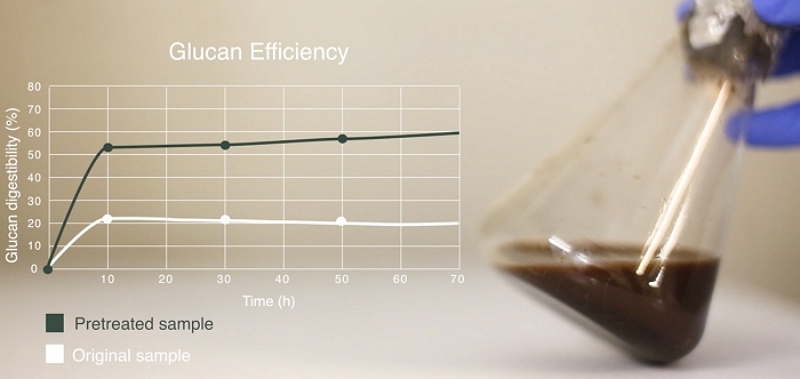
As P121 plus comparisons with data from the non-pretreated original sample, including: Increase in Cellulose Accessibility after Pre-Treatment, Percent Increase in Cellulose Conversion Efficiency, Percent Increase in Cellulose Conversion Rate.
As P9 but on the solid residue after enzymatic hydrolysis.
Formic Acid, Acetic Acid, Levulinic Acid, Furfural, Hydroxymethylfurfural,
Includes all hydrolysate sugars and kinetics in P121 and: Cellulose Conversion Yield, Cellulose Conversion Rate
Includes all hydrolysate sugars and kinetics in P121 and: Xylan Conversion Yield, Xylan Conversion Rate
Total Sugars in Enzyme Hydrolysate, Glucose in Enzyme Hydrolysate, Maltose in Enzyme Hydrolysate, a-Amylase Hydrolysis Kinetics, Glucoamylase Hydrolysis Kinetics,
Glucose, Xylose, Fructose, Sucrose, Mannose, Arabinose, Galactose, Rhamnose, Xylitol, Sorbitol, Trehalose, Mannitol, Arabinitol, Glycerol, Raffinose,
Levulinic Acid, Formic Acid, Hydroxymethylfurfural, Furfural, Acetic Acid, gamma-Valerolactone,
Xylobiose, Xylotriose, Arabinobiose, Arabinotriose,
Maltose, Maltotriose, Maltotetraose, Maltopentaose, Maltohexaose, Maltoheptaose, Maltooctaose,
Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, 4-O-Methyl-D-Glucuronic Acid, Iduronic Acid,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Fucose, Mannitol, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Total Sugars, Glucuronic Acid, Galacturonic Acid, Mannuronic Acid, Guluronic Acid, Iduronic Acid,
Alanine, Arginine, Aspartic Acid, Asparagine, Cystine, Glutamic Acid, Glutamine, Glycine, Histidine, Isoleucine, Leucine, Lysine, Methionine, Phenylalanine, Proline, Serine, Threonine, Tryptophan, Tyrosine, Valine,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Arachidic Acid, Behenic Acid, Decanoic Acid, Erucic Acid, Lauric Acid, Linoleic Acid, Linolenic Acid, Myristic Acid, Caprylic Acid, Oleic Acid, Palmitic Acid, Palmitoleic Acid, Stearic Acid, Lignoceric Acid,
Fucoxanthin, Astaxanthin, Chlorophyll-c, Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Antheraxanthin, Violaxanthin,
Gibberellic Acid, Indole-3-acetic acid, Indole-2-acetic acid, Indole-3-propionic acid, Indole-3-butyric acid, 6-Benzylaminopurine, Kinetin riboside, Abscisic acid, Salicylic acid,
beta-Carotene, Ergocalciferol (Vitamin D2), Alpha-tocopherol (vitamin E), Phylloquinone (Vitamin K1),
Thiamine (Vitamin B1), Riboflavin (Vitamin B2), Niacin (Vitamin B3), Niacinamide (vitamin B3), Pantothenic Acid (Vitamin B5), Pyridoxine (Vitamin B6), Folate (Vitamin B9), Cobalamin (Vitamin B12), Ascorbic Acid (Vitamin C),
Chlorophyll-a, Chlorophyll-b, Lutein, beta-Carotene, Neoxanthin, Astaxanthin, Zeaxanthin, Antheraxanthin, Violaxanthin,
Biomethane Potential (BMP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Total Solids, Volatile Solids, pH, Chemical Oxygen Demand (COD), Phosphorus, Potassium, Ammonia, Carbon, Hydrogen, Nitrogen, Sulphur,
Total Solids, Volatile Solids, pH, Chemical Oxygen Demand (COD), Phosphorus, Potassium, Ammonia, Carbon, Hydrogen, Nitrogen, Sulphur,
Residual Biogas Potential (RBP), Total Biogas Volume, Total Solids, Volatile Solids, pH, Biogas Methane Content, Biogas Carbon Dioxide Content, Biogas Oxygen Content, Biogas Hydrogen Sulphide Content, Biogas Ammonia Content,
Acetic Acid, Lactic Acid, Propionic Acid, Butyric Acid, Isobutyric Acid, Valeric Acid, Isovaleric Acid,
Levoglucosan, Cellobiosan, Mannosan, Galactosan, Glucose, Xylose, Mannose, Arabinose, Galactose, Rhamnose, Fucose, Sucrose, Cellobiose, Total Sugars,
31 constituents including Phenol, Furfural, Syringol, and Vanillin
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (5 Point Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (20 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Specific Surface Area (Nitrogen Gas Adsorption), BET Isotherm (40 Point Using Nitrogen), Pore Volume (Using Nitrogen), Pore Size Distribution (Using Nitrogen), Average Pore Width (Using Nitrogen),
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
Moisture, Ash Content (815C), Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Chlorine, Volatile Matter, Fixed Carbon, Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium, Gross Calorific Value, Net Calorific Value, Ash Shrinkage Starting Temperature (Reducing), Ash Deformation Temperature (Reducing), Ash Hemisphere Temperature (Reducing), Ash Flow Temperature (Reducing),
As P393 plus inorganic carbon, organic carbon, TGA (under nitrogen and air), and inherent moisture
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Acenaphthene, Acenaphthylene, Anthracene, Benz[a]anthracene, Benzo[b]fluoranthene, Benzo[k]fluoranthene, Benzo[ghi]perylene, Benzo[a]pyrene, Chrysene, Dibenz[a,h]anthracene, Fluoranthene, Fluorene, Indeno[1,2,3-cd]pyrene, 1-Methylnaphthalene, 2-Methylnaphthalene, Naphthalene, Phenanthrene, Pyrene,
Time to Germination, Mean Shoot Length (Week 1), Mean Shoot Length (Week 2), Mean Shoot Length (Week 3), Mean Shoot Length (Week 4), Shoot Weight (Week 4), Mean Root Length (Week 4), Root Weight (Week 4),
As Deluxe package plus P383, SEM Imaging (P387) and Plant Growth Trials (P388)
Includes everything from P391 (Physical Properties Ultimate), P394 (Thermal Properties Ultimate), and P397 (Soil Amendment Ultimate)
Gross Calorific Value, Net Calorific Value, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen,
Aluminium, Calcium, Iron, Magnesium, Phosphorus, Potassium, Silicon, Sodium, Titanium,
Antimony, Arsenic, Cadmium, Chromium, Cobalt, Copper, Lead, Manganese, Mercury, Molybdenum, Nickel, Vanadium, Zinc,
Volatile Matter, Fixed Carbon, Moisture, Ash, Carbon, Hydrogen, Nitrogen, Sulphur, Oxygen, Gross Calorific Value, Net Calorific Value, Chlorine,
Ash Shrinkage Starting Temperature (Oxidising), Ash Deformation Temperature (Oxidising), Ash Hemisphere Temperature (Oxidising), Ash Flow Temperature (Oxidising),
Our Custom Chatbot is Integrated into the Celignis Database
We are proud to announce the launch of Celignis InSightAI, a powerful artificial intelligence (AI) tool developed by Celignis and integrated with the Celignis Database. It functions as a highly-customised chatbot, focused on providing insights and conclusions from the data displayed on the page. Once launched, and authorised by the user, it has access to the results presented on the Database page and the user can ask it questions about those results.
A 30-second video outlining some of its functionality is provided below.
Read...
Iowa-based Facility will Offer Our Services to US-Based Clients
We're delighted to announce that today marks the official launch date of Celignis USA. This latest development in the extension of the Celignis family will offer all of Celignis's services to US-based clients. The 10,000 sq. ft facility is located in Waterloo, Iowa and leverages Celignis's 11 years of expertise in the bioeconomy.

Click here to read more about Celignis USA and our history leading to this point.

Read...
Articles cover bioprocess development as well as analytical services across many different sectors
We currently offer over 150 analysis packages, covering close to 400 different analytes. We have been proud to provide data to a diverse array of clients over the years, including many from research institutions. A recent literature search found a large number of peer-reviewed articles citing data provided by Celignis. These papers cover our
Read...
