
Bioprocess Development for the Hydrolysis of Lignocellulosic Biomass
Background
Lignocellulosic Biomass
Lignocellulosic biomass is defined as a plant, or plant-derived, material that is mostly composed of cellulose, hemicellulose, and lignin. Lignocellulosic feedstocks are highly abundant, covering many biomass types including grasses, wood, energy crops (e.g. Miscanthus and coppices), agricultural residues (e.g. straws and corn stover), and municipal wastes.Lignocellulosic feedstocks are highly abundant and can often be sourced sustainably, at low cost, without leading to land-use conflicts. As a result, there is currently great interest in obtaining chemicals, fuels, and biomaterials from such biomass.

Hydrolysis of Lignocellulose
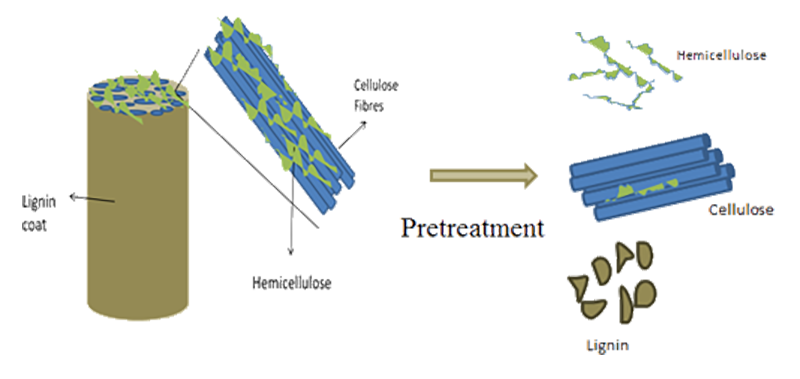
A major pathway by which many lignocellulosic feedstocks are processed is known as hydrolysis, where monomeric sugars are released from the lignocellulosic polysaccharides (i.e. cellulose and hemicellulose). Typically, these polysaccharides are hydrolysed by acid or, more commonly, by enzymes. The hydrolysis of cellulose will yield monomeric glucose (as cellulose is a hompolysaccharide, i.e only containing one type of sugar), whilst the hydrolysis of hemicellulose will yield a variety of different sugars covering the hexoses (6-carbon sugars) glucose, galactose, and mannose, and the pentoses (5-carbon sugars) xylose and arabinose, depending on the type of hemicellulose. Hydrolysis of hemicellulose can also yield uronic acids and acetyl groups.However, the hydrolysis of lignocellulosic polysaccharides is not easy and is influenced by the complex inter-associations between hemicellulose and cellulose and between these polysaccharides and lignin in the lignocellulosic matrix. In particular, the crystalline nature of much cellulose and the existence of a physical barrier of lignin surrounding the cellulose fibres are said to be major contributors to the recalcitrance of cellulose.
The mechanism of hydrolysis is further complicated by the fact that different process intensities are required for the hydrolysis of cellulose versus hemicellulose. The more intense conditions required for cellulose hydrolysis may degrade the sugars hydrolysed from hemicellulose (to products such as furfural and formic acid).
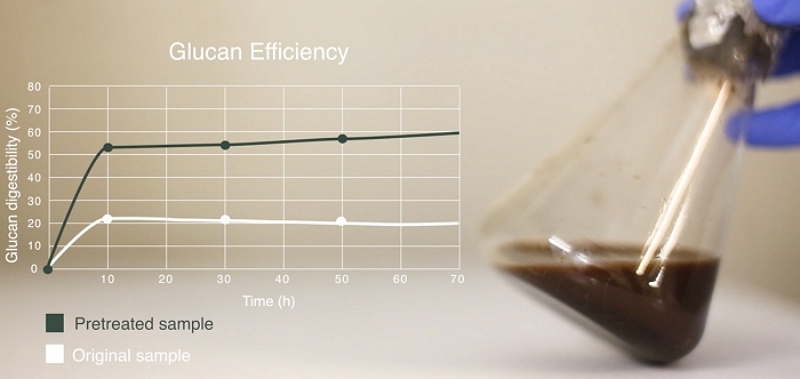
For this reason, most hydrolysis technologies employ pre-treatment processes that aim to break apart the matrix (and in particular the associations between lignin and cellulose), reduce cellulose crystallinty, and (in some cases) hydrolyse hemicelluloses, hence separating the hydrolysate from cellulose which can then undergo more severe/targeted treatment.
Click below to read more about bioprocess development for biomass pretreatment.
Get more info...Biomass Pretreatment
History of Hydrolysis of Lignocellulosic Biomass
Early Work (Acid Hydrolysis)
The potential of lignocellulosic biomass as a source of fermentable sugars was recognized as early as the late 19th century, with notable work by researchers such as Charles Tanret. However, the robust structure of lignocellulose—comprising cellulose, hemicellulose, and lignin—posed significant challenges. Acid hydrolysis emerged as an early method for biomass conversion, making use of sulphuric acid to cleave glycosidic bonds in cellulose and hemicellulose.The acid hydrolysis of lignocellulose materials was commercialised in the late 19th century and several dilute-acid facilities existed in the USA, Germany, Japan, and Russia by World War 1 while concentrated acid hydrolysis facilities were being built between 1937 and the late 1960s. However, these were uneconomic where fossil fuels were available and very few facilities were operational at the end of the 20th century.
Early Enzymatic Hydrolysis
In the mid-20th century, a paradigm shift occurred with the introduction of enzymatic hydrolysis. Enzymes produced by microorganisms, such as Trichoderma reesei, were found to efficiently convert cellulose into glucose. This biological hydrolysis was more environmentally friendly and yielded higher sugar concentrations. Despite its promise, the cost of producing cellulase enzymes was prohibitive, which led to a research emphasis on reducing enzyme costs and improving their efficiency.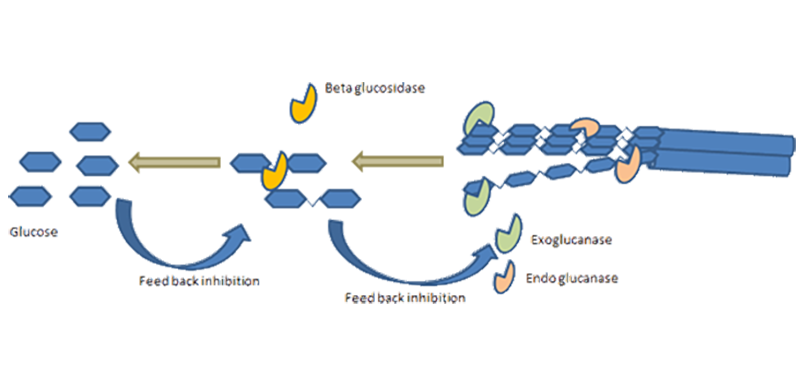
Research Advances
It was recognised that the recalcitrance of lignin remained a major challenge in developing efficient biological hydrolysis processes. As a result, pre-treatment processes were introduced to enhance the accessibility of cellulose and hemicellulose to enzymes. These processes include dilute acid pretreatment, steam explosion, and organosolv methods. Each of these methods disrupts the lignocellulosic structure in various ways, increasing the efficiency of subsequent enzymatic hydrolysis.There were also significant advances, in the late 20th century and early 21st century, on the developement of enzymes that were more efficient in hydrolysing biomass and less sensitive to inhibition. Additionally, improvements were also made in the engineering of enzyme production systems and enzyme recycling technologies. These all helped to reduce the costs associated with the use of enzymes for hydrolysing biomass. As a result, there are a handful of commercial-scale biorefineries using enzymes for the hydrolysis of lignocellulosic feedstocks.
Ongoing Research
Research continues for developing improved pretreatments and more robust enzymes. Additionally, the early 21st century has seen a particular focus on the development of consolidated bioprocessing (CBP). This approach consolidates enzyme production, saccharification, and fermentation into a single step. CBP employs engineered microbes, such as Clostridium thermocellum, that can both produce cellulolytic enzymes and ferment sugars into ethanol. This process further simplifies the biomass-to-product conversion process and reduces costs.
Click below to read more about dilute-acid hydrolysis and bioprocess development to optimise this approach.
Get more info...Dilute Acid Hydrolysis
Click below to read more about concentrated-acid hydrolysis and bioprocess development to optimise this approach.
Get more info...Concentrated Acid Hydrolysis
Some of the different enzymatic hydrolysis technologies are listed and described below.
Separate Hydrolysis and Fermentation (SHF)
This process involves two distinct stages: hydrolysis, in which the cellulose and hemicellulose (if not already removed in the pretreatment) are broken down into simple sugars; and fermentation, where these sugars are transformed into biofuels.Click below to read more about SHF and bioprocess development to optimise this approach.
Get more info...Separate Hydrolysis and Fermentation
Simultaneous Saccharification and Fermentation (SSF)
SSF involves the concurrent breakdown (hydrolysis) of cellulose (and hemicellulose, if present) into monomeric sugars (saccharification), and the conversion of these sugars into products via fermentation. Unlike in SHF, in SSF both stages take place in the same reactor.Click below to read more about SSF and bioprocess development to optimise this approach.
Get more info...Simultaneous Saccharification and Fermentation
Simultaneous Saccharification and Co-Fermentation (SSCF)
SSCF is a modification of the Simultaneous Saccharification and Fermentation (SSF) method whereby the hemicellulose-derived pentose sugars are fermented alongside the hexose sugars.Click below to read more about SSCF and bioprocess development to optimise this approach.
Get more info...Simultaneous Saccharification and Co-Fermentation
Consolidated Bioprocessing (CBP)
Consolidated Bioprocessing (CBP) is an even more integrated approach in which the enzyme production, hydrolysis, and fermentation steps all occur in one step and one reactor.Click below to read more about CBP and bioprocess development to optimise this approach.
Get more info...Consolidated Bioprocessing

1. Understanding Your Requirements

Prior to undertaking bioprocess projects we learn from our clients what their targets are from the process as well as whether there are any restrictions or requirements that may need to form the boundaries of the work that we undertake. These help to guide us to then prepare a potential bioprocess development project.
2. Detailed Feedstock Analysis
In cases where you have already selected a feedstock for the bioprocess, we would then undertake a detailed compositional analysis (P10 or, ideally, P19) of representative samples of that feedstock.
In cases where the feedstock has not yet been selected we can review your list of candidate feedstocks, selecting top candidates based on our prior experience in their analysis and bioprocessing. If you do not have a list of candidate feedstocks then we can provide one, based on your location and the requirements outlined in Stage 1. We would then analyse in detail these priority feedstocks and come to a decision, based on the compositional data and other relevant factors (e.g. price, supply, consistency etc.) on a selected feedstock for the project.
At this point of the project, the Celignis Bioprocess team typically meet to discuss and prepare a project proposal for the development of a biomass hydrolysis bioprocess from this feedstock. After this proposal is reviewed by the client, and revised if needed, we are then ready to start work on the next Stages.
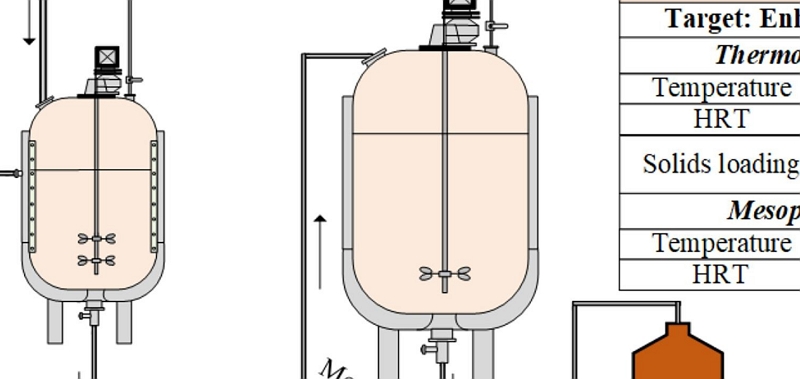
3. Pretreatment (Lab-Scale)

If our project involves the hydrolysis of a virgin biomass feedstock then it is likely that a pretreatment stage will be necessary in order to provide a suitable substrate for subsequent hydrolysis and downstream valorisation. Hence, this stage of the project will involve undertaking a number of pretreatment experiments, covering a variety of process conditions. We follow a scientifically-based Design of Experiments (DoE) protocol where the criteria and boundaries for this DoE are formulated in close collaboration with our clients, considering the chemistry of the feedstock(s) and our understandings of the mechanisms of biomass pretreatment.
We usually recommend that these initial optimisation experiments are undertaken at the lab-scale (around TRL3) in order to reduce costs and the length of the project. For each experiment we analyse the solid and liquid outputs of the pretreatment process, leading to a detailed data-set where effects of process conditions on the yield and composition of the various streams can be explored and mapped.
We can also undertake a second iteration of lab-scale experiments in order to fine-tune the conditions based on the knowledge gained in the initial experiments.
4. Hydrolysis Optimisation
At this stage the focus is on optimising the hydrolysis of the pretreated biomass. The configuration of this stage will be highly dependent on what hydrolysis technology is being used. For example, in concentrated-acid hydrolysis there will be separate hydrolysis stages for the hemicellulose and cellulose.
If Simultaneous Saccharification and Fermentation (SSF), or Simultaneous Saccharification and Co-Fermentation (SSCF), are the hydrolysis technologies being optimised then this Stage will also involve the concurrent fermentation of the sugars liberated during the hydrolysis.
Whatever form this Stage takes, it will also involve a DoE being undertaken (like in Stage 3) where the process conditions are narrowed down. Again, these optimisation experiments are usually undertaken at the lab-scale in order to accelerate the outputs and reduce project costs.
This stage usually follows the pretreatment optimisation activities, however it is possible that there can be some overlap in order to reach the final project outputs more quickly.
5. Downstream Processing
Again, the work undertaken in this Stage will depend on the hydrolysis technology being optimised. For example, if Separate Hydrolysis and Fermentation (SHF) is the technology then this Stage will focus on the fermentation of the sugars hydrolysed in Stage 4. Similarly, fermentation will be the process to be optimised in dilute-acid hydrolysis and concentrated-acid hydrolysis technologies targeting biobased chemicals (such as ethanol) via biological conversion.
In contrast, in technologies (e.g. SSF and SSCF) where the main target product is already produced in Stage 3 then this Stage can focus on the processing of the side-streams obtained in Stage 3 (pretreament). For example, approaches to valorise the hydrolysed hemicellulose sugars in the liquid phase of an organosolv pretreatment.
It is possible for this Stage to run alongside Stage 4.
6. Product Recovery
Based on the outputs of the prior lab-scale Stages we can optimise the methods employed for separating and purifying the target products from the liquid streams. We can also potentially look at the recovery of other compounds from the hydorlysate/fermentation-broth.
It is possible for this Stage to run alongside Stage 4/5.
7. Valorisation of Remaining Biomass
Depending on the pretreatment, hydrolysis, and downstream processess employed in the project, we can look at valorising those biomass components that are not hydrolysed and converted to your target product.
For example, we can analyse the solid residue that remains after hydrolysis for its suitability for combustion.
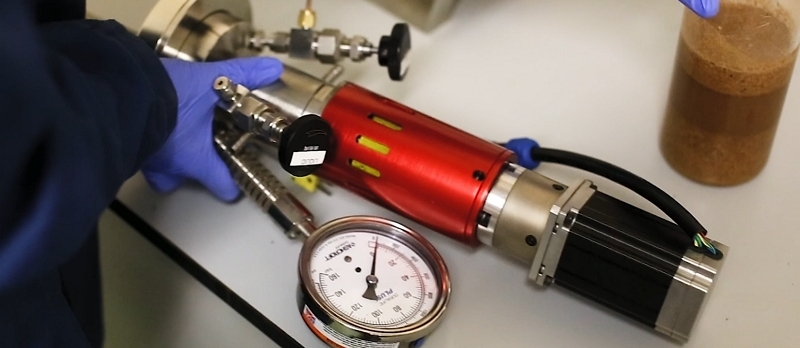
8. Validation at Higher TRLs

Once we have concluded our optimisation of the biomass hydrolysis process conditions at the lab-scale we can then test those conditions at higher technology readiness levels (TRLs). The scales at which we can operate are dependent on the type of technology employed, but can reach up to 100 litres.
We have all of the necessary downstream equipment to efficiently handle the solid and liquid streams arising from these scaled-up activities.
If we find that there are differences between the yield and compositions of the different streams, compared with our lab-scale experiments, then we can explore the potential reasons for these and work on final tweaks to optimise the bioprocess for higher TRLs.
9. Technoeconomic Analysis (TEA)
The Celignis team, including Oscar our chief TEA expert, can undertake a detailed technoeconomic analysis of the developed process. We apply accurate and realistic costing models to determine the CAPEX and OPEX of simulated and pilot scale processes which are then used to determine key economic indicators such as IRR, NPV and payback periods.
Within these TEAs we can undertake sensitivity analyses to assess the effect of variable costs and revenues on the commercial viability of the process.
Our preferred approach is to include TEA studies at each stage of the development of the bioprocess, so that the process can be optimised in a commercially-relevant way, followed by a more detailed TEA after the process has been optimised and tested at higher TRL levels.
Click here to read more about the technoeconomic analysis (TEA) services offered by Celignis.
Biomass Hydrolysis Projects - Case Study
Bioethanol from Palm Residues
Celignis undertook a bioprocess development project for a client, based in the Middle East, that was targeting the production of bioethanol from the residues of local palm trees. This was a lab-scale vertically-integrated project covering pretreatment, and separate hydrolysis and fermentation (SHF).The client initially had a certain type of pretreatment technology in mind and requested that we undertake a series of experiments to assess it. However, based on our initial compositional analysis of the feedstocks, we had reservations that the chosen pretreatment would be suitable for such biomass. We discussed this with the client and it was agreed that three different types of pretreatments were tested, with each pretreatment type being undertaken a number of times in order to allow for an initial evaluation on the effects of varying the process parameters on the yield and compositions of the output streams.
The results from these initial pretreatment experiments confirmed Celignis's reservations regarding the originally-chosen pretreatment and resulted in the pretreatment technology that we recommended being selected for further study.
There then followed a more extensive series of lab-scale experiments focused on optimising the pretreatment conditions so that the yields and commercial viability of the process as a whole could be improved. The next stage of the project then involved optimising the type and dosage of enzymes, as well as other factors such as the solid-loading, in order to maximise ethanol yields from the targeted biomass components.

Lalitha Gottumukkala
Founder of Celignis Bioprocess, CIO of Celignis
PhD
<p style="text-align: left;">Has a deep understanding of all biological and chemical aspects of bioproceses. Has developed Celignis into a renowned provider of bioprocess development services to a global network of clients.</p>

Oscar Bedzo
Bioprocess Project Manager & Technoeconomic Analysis Lead
PhD
<p style="text-align: left;">A dynamic, purpose-driven chemical engineer with expertise in bioprocess development, process design, simulation and techno-economic analysis over several years in the bioeconomy sector.</p>

Dan Hayes
Celignis CEO And Founder
PhD (Analytical Chemistry)
<p style="text-align: left;">Dreamer and achiever. Took Celignis from a concept in a research project to being the bioeconomy's premier provider of analytical and bioprocessing expertise.</p>
Global Recognition as Bioprocess Experts

Extraction

Pretreatment
Enzymes
Fermentation
Downstream Processing
Lab-Scale Optimisations

TRL Scale-Up
Technoeconomic Analyses
Biobased Chemicals
From Process Refinements to an Entire New Process
Research Collaborations

Hydrothermal carbonization (HTC) research has mainly focused on primary char production, with limited attention to secondary char, which is formed through polymerization and condensation of dissolved organic compounds in the liquid phase. This research aims to address this gap via an experimental investigation of the impact of stirring on the mass and carbon balance of HTC reaction products, surface functional groups, and surface morphology of secondary char, using fructose as a model compound. A 3D hydrodynamic simulation model was developed for a two-liter HTC stirred reactor. The experimental results indicated that stirring did not significantly influence the pH, mass, carbon balance, and surface functional groups of secondary char produced under the range of experimental conditions (180 C, 10% biomass to water (B/W) ratio, and a residence time of 0-120 min) studied. Nonetheless, it was observed that a stirring rate of 200 rpm influenced the morphology and shape of the secondary char microspheres, leading to a significant increase in their size i.e., from 1-2 um in unstirred conditions compared with 70 um at a stirring rate of 200 rpm. This increase in size was attributed to the aggregation of microspheres into irregular aggregates at stirring rates > 65 rpm and residence times > 1 h. The hydrodynamic model revealed that high turbulence of Re > 104 and velocities > 0.17 m s-1 correlated with regions of secondary char formation, emphasizing their role in particle aggregation. Particle aggregation is significant above a stirring rate of 65 rpm, which corresponds to the onset of turbulent flow in the reactor. Finally, a mechanism is proposed, based on reactor hydrodynamics under stirred conditions, that explains secondary char deposition on the reactor walls and stirrer. | |
A dried dairy processing sludge (sludge from wastewater treatment of an effluent from a milk processing plant) was pyrolysed in a single-particle reactor at different temperatures from 400 C to 900 C. NH3 and HCN were measured online and offline by means of FTIR as well as by cumulative sampling in impinger bottles (in 0.05 M H2SO4 and 1 M NaOH, respectively) and analysed by photometric method. NO and NO2 were measured online using a nitric oxide analyser while N2O was measured by FTIR. Nitrogen (N) in the sludge and in the remaining char, char-N, was determined. Moreover, tar content in pyrolysis gas was measured and tar-N was determined. The results with respect to N mass balance closure are discussed. The different measurements techniques are compared. For pyrolysis at 520 and 700 nitrogen in the gas phase was mainly contained as N2 (36 % and 40 % respectively), followed by NH3 (15 % and 18 %), tar-N (10 % and 9 %), HCN (1 % and 3 %), NO (1 %) and NO2 (0.2 %). The dairy processing sludge has very specific properties with organic-N present predominantly as proteins and a high content of inherent Ca. These characteristics affected the distribution of N. The amount of char-N was higher while the amount of tar-N lower than for sewage sludge from literature, at comparable pyrolysis temperature. | |
Dairy processing sludge (DPS) is a byproduct generated in wastewater treatment plants located in dairy (milk) processing companies (waste activated sludge). DPS presents challenges in terms of its management (as biosolids) due to its high moisture content, prolonged storage required, uncontrolled nutrient loss and accumulation of certain substances in soil in the proximity of dairy companies. This study investigates the potential of hydrothermal carbonization (HTC) for recovery of nutrients in the form of solid hydrochar (biochar) produced from DPS originating from four different dairy processing companies. The HTC tests were carried out at 160 C, 180 C, 200 C and 220 C, and a residence time of 1h. The elemental properties of hydrochars (biochars), the content of primary and secondary nutrients, as well as contaminants were examined. The transformation of phosphorus in DPS during HTC was investigated. The fraction of plant available phosphorus was determined. The properties of hydrochar (biochar) were compared against the European Union Fertilizing Products Regulation. The findings of this study demonstrate that the content of nutrient in hydrochars (biochars) meet the requirements for organo-mineral fertilizer with nitrogen and phosphorus as the declared nutrients (13.9-26.7%). Further research on plant growth and field tests are needed to fully assess the agronomic potential of HTC hydrochar (biochar). | |
Disposal of waste-activated sludge [dairy processing sludge, (DPS)] from wastewater treatment plants located in milk processing companies is an increasing concern. DPS is usually applied to farmlands in the vicinity of the dairy companies. This practice is becoming unsustainable due to uncontrolled nutrient loss and potential soil contamination. We propose to recover nutrients in the form of biochar. This paper examines the properties of biochars obtained from slow pyrolysis of DPS. DPS samples were pyrolyzed at laboratory and pilot scale at 600 and 700 C. The elemental properties of biochars, the content of primary and secondary nutrients, as well as contaminants were examined and compared against the European Union Fertilizing Products Regulation. The biochars meet the specified limits for hydrogen-to-organic carbon ratio, chloride, and polycyclic aromatic hydrocarbons intended for gasification and pyrolysis component category materials. In six out of eight biochars, the content of phosphorus (P) as a single declared nutrient and the level of contaminants meet those required for an organo-mineral fertilizer. Only two biochars meet the required concentrations of nitrogen, phosphorus, and potassium. A minimum solid content of 30% in DPS is required to make the process of biochar production energetically sustainable. | |
Anaerobically digested sewage sludge mixed with forest residues was pyrolysed at 800 C, at laboratory and pilot scale. The study quantified differences in char and gas yields for tests carried out in a simple fixed bed laboratory reactor and rotating retort pyrolyser at pilot scale, when the residence time of feedstock was 10 min in both cases. The yield of char from pilot scale was 4 % lower than from laboratory scale while the yield of gas was 15.7 % higher. During the pilot scale pyrolysis of anaerobically digested sewage sludge blended with forest residues the gas quality for energy recovery applications was assessed and the fate of impurities (tar, NH3 and H2S) was investigated. The raw pyrolysis gas contained 14.6 g/Nm3 of tar, 36.9 g/Nm3 of NH3 and 793 ppm of H2S. Sixteen N-containing tar species were identified of which pyridine, propenenitrile, 2-methyl-, benzonitrile, and indole are found to be the most abundant. The yield of N-containing tar compounds accounted for approx. 12 % of total tar content. Conditioned pyrolysis gas contained 7.1 g/Nm3 of tar, 0.036 g/Nm3 of NH3 and 119 ppm of H2S. Benzene was by far the most abundant tar compound followed by toluene and styrene. The specifications of the used internal combustion engine were exceeded due to the sum of tar compounds such as fluorantrene and pyrene with 4+ aromatic rings (at 0.0015 g/Nm3) and NH3 content The effectiveness and sustainability of energy recovery in wastewater treatment can be improved using forest industry by-products. | |
Adsorption of six contaminants of emerging concern (CECs) - caffeine, chloramphenicol, carbamazepine, bisphenol A, diclofenac, and triclosan - from a multicomponent solution was studied using activated biochars obtained from three lignocellulosic feedstocks: wheat straw, softwood, and peach stones. Structural parameters related to the porosity and ash content of activated biochar and the hydrophobic properties of the CECs were found to influence the adsorption efficiency. For straw and softwood biochar, activation resulted in a more developed mesoporosity, whereas activation of peach stone biochar increased only the microporosity. The most hydrophilic CECs studied, caffeine and chloramphenicol, displayed the highest adsorption (22.8 and 11.3 mg g-1) onto activated wheat straw biochar which had the highest ash content of the studied adsorbents (20 wt%). Adsorption of bisphenol A and triclosan, both relatively hydrophobic substances, was highest (31.6 and 30.2 mg g-1) onto activated biochar from softwood, which displayed a well-developed mesoporosity and low ash content. | |
Magnetic carbons can significantly lower the costs of wastewater treatment due to easy separation of the adsorbent. However, current production techniques often involve the use of chlorinated or sulfonated Fe precursors with an inherent potential for secondary pollution. In this study, ochre, an iron-rich waste stream was investigated as a sustainable Fe source to produce magnetic activated biochar from two agricultural feedstocks, softwood and wheat straw. Fe doping resulted in significant shifts in pyrolysis yield distribution with increased gas yields (+50%) and gas energy content (+40%) lowering the energy costs for production. Physical activation transformed ochre to magnetite/maghemite resulting in activated magnetic biochars and led to a 4-fold increase in the adsorption capacities for two common micropollutants - caffeine and fluconazole. The results show that Fe doping not only benefits the adsorbent properties but also the production process, leading the way to sustainable carbon adsorbents. | |
The majority of the sludge from the treatment of wastewater in milk processing plants is land spread. The drawbacks of land spreading include local oversupply due to high transport costs, which results in sludge being spread on lands in the vicinity of the dairy factories. Local oversupply can lead to accumulation of certain substances in soil through annual application over many years. Therefore, in the long term, there is a need for alternative methods to recover energy and nutrients from increasing volumes of sludge generated from dairy processing. Pyrolysis offers a potential alternative to land spreading, which can reduce health and environmental risks, while providing an avenue for the recovery of energy and nutrients. Pyrolysis allows energy recovery in the form of a high calorific value pyrolysis gas and a char which may be used as a soil amendment. In this study pyrolysis of dried dairy sludge was carried out at pilot scale. The results indicate that a dried biological sludge can be successfully pyrolysed and when mixed with wood the resulting char meets European Biochar Certificate criteria regarding carbon content. Most of the initial energy content of the feedstock was retained in the pyrolysis gas prior to cleaning, 53%, compared to 34.5% in the char and 1.5% in the tar. For the pyrolysis gas after cleaning (mainly cracking in presence of air) the initial energy content of the feedstock retained in the gas was only slightly higher than that retained in the char, 39.2% versus 34.5%, while the tar accounted for 0.8% of the initial energy content. | |
Eucalypts can be very productive when intensively grown as short rotation woody crops (SRWC) for bioproducts. In Florida, USA, a fertilized, herbicided, and irrigated cultivar planted at 2471 trees/ha could produce over 58 green mt/ha/year in 3.7 years, and at 2071 trees/ha, its net present value (NPV) exceeded $750/ha at a 6% discount rate and stumpage price of $11.02/green mt. The same cultivar grown less intensively at three planting densities had the highest stand basal area at the highest density through 41 months, although individual tree diameter at breast height (DBH) was the smallest. In combination with an organic fertilizer, biochar improved soil properties, tree leaf nutrients, and tree growth within 11 months of application. Biochar produced from Eucalyptus and other species is a useful soil amendment that, especially in combination with an organic fertilizer, could improve soil physical and chemical properties and increase nutrient availability to enhance Eucalyptus tree nutrition and growth on soils. Eucalypts produce numerous naturally occurring bioproducts and are suitable feedstocks for many other biochemically or thermochemically derived bioproducts that could enhance the value of SRWCs. | |